Průměr závitového vrtáku: tabulka velikostí podle GOST
Závitové spoje jsou základem mnoha konstrukcí a mechanismy. Porozumění na, jak správně určit jmenovitý průměr vlákna, je klíčová dovednost pro každého inženýr, mistři nebo dokonce jen zapálený amatér. Tyto znalosti vám umožňují vybrat správné spojovací prvky Prvky, zajistit spolehlivost připojení a vyhněte se nepříjemným překvapením při montáži. Pojďme se ponořit do tohoto fascinujícího svět řezbářských prací a my na to všechno přijdeme jemnosti!
Vyberte sekci, která vás zajímá, pomocí odkazu:
⚡ Jaký je jmenovitý průměr závitu a proč je tak důležitý
⚡ Jak určit jmenovitý průměr závitu
⚡ Palcový závit: vlastnosti a rozdíly
⚡ Jak změřit průměr závitu: praktické tipy
⚡ Jak vypočítat průměr závitového otvoru
⚡ Závěry a závěr
⚡ ❓ FAQ: Často kladené otázky
Autor
Jaký je jmenovitý průměr závitu a proč je tak důležitý
Jmenovitý průměr závitu je konvenční rozměr, který se používá k označení a standardizaci závitových spojů. Toto není skutečný průměr závitu, ale spíše “jméno”, podle kterého je identifikován. Úzce souvisí s vnitřním průměrem trubky nebo otvoru, ke kterému je připojen. Tento jmenovitý průměr nám pomáhá rychle a přesně vybrat potřebné díly. ⚙️ Představte si, že by každý výrobce používal svá vlastní označení – byl by to naprostý chaos! Standardizace prostřednictvím jmenovitých průměrů zajišťuje, že díly od různých výrobců jsou kompatibilní.
Například závit s nominálním průměrem 1 palec nemá skutečný průměr 1 palec vůbec. Jedná se jednoduše o konvenční označení, které odpovídá určitému rozsahu velikostí a stoupání závitu. Je to jako název modelu auta – nepopisuje každý detail, ale umožňuje nám identifikovat konkrétní auto.
Klíčové body o jmenovitém průměru:
- Konvence: Toto není skutečný průměr, ale konvenční označení.
- Standardizace: Pomáhá zajistit kompatibilitu mezi díly od různých výrobců.
- Vztah k vnitřnímu průměru: Často se blíží vnitřnímu průměru trubky nebo otvoru.
- Základ pro označení: Používá se pro značení a identifikaci závitů.
Jak určit jmenovitý průměr závitu
Určení jmenovitého průměru závitu se může zdát složité, ale ve skutečnosti je to poměrně jednoduchý proces, pokud znáte několik klíčových bodů. Existují dva hlavní přístupy:
- Podle jmenovitého vrtání (pro trubkové závity):
- Jmenovitý průměr často souvisí s vnitřním průměrem trubky.
- Vyjadřuje se v milimetrech a zaokrouhluje se na nejbližší hodnotu ze standardní řady.
- Označuje se jako DN (dříve Du) s hodnotou uvedenou v milimetrech (například DN 25).
- Pokud je skutečný vnitřní průměr trubky řekněme 13 mm, pak se jmenovitý průměr zapíše jako DN 12.
- Jmenovitý průměr je totiž normalizovaný a ne vždy přesně odpovídá skutečné velikosti.
- Podle tabulek a norem (pro metrické a palcové závity):
- U metrických závitů je jmenovitý průměr obvykle stejný jako vnější průměr závitu.
- U palcových závitů je jmenovitý průměr vyjádřen v palcích (např. 1/2″, 3/4″).
- Pro určení přesné velikosti je nutné použít referenční tabulky, které uvádějí všechny parametry závitu včetně vnějších, vnitřních a středních průměrů.
- Například závit se jmenovitým průměrem 1/2″ nemá skutečný průměr 1/2″ (12.7 mm). Může mít vnější průměr asi 20.955 mm, v závislosti na normě.
Palcový závit: vlastnosti a rozdíly
Palcové závity, přestože mají profil podobný metrickým závitům, mají své vlastní jedinečné vlastnosti. Hlavním rozdílem je měření rozměrů v palcích (1 palec = 25,4 mm) a úhly v horní části profilu:
- Vrcholový úhel:
- 55° pro závity Whitworth (britský standard BSW a BSF).
- 60° pro americké normy UNC a UNF.
- Označení:
- Velikost v palcích je uvedena jako zlomek (např. 1/4″, 3/8″).
- Symbol () se běžně používá k označení palců.
- Krokové měření:
- Stoupání palcového závitu je určeno počtem závitů v 1palcové sekci.
- Pro přesné měření použijte pravítko nebo posuvná měřítka s palcovou stupnicí.
- Pokud například počítáte 1 vláken na palec, bude to vlákno 16/1″-2.
Jak změřit průměr závitu: praktické tipy
K měření závitu budete potřebovat:
- Kruhová činka:
- Je lepší použít posuvné měřítko s palcovými a milimetrovými stupnicemi.
- Změřte vnější průměr závitu.
- Změřte vnitřní průměr závitu (pokud je to možné).
- Získané hodnoty použijte pro srovnání se standardními tabulkami.
- Pravítko:
- Užitečné pro měření stoupání závitu.
- Změřte 1 palcový úsek a spočítejte počet otáček.
- Měřidlo závitu:
- Speciální nástroj pro stanovení stoupání závitu.
- Přiložte hřeben měřidla nitě k niti a vyberte ten, který odpovídá.
- Standardní tabulky:
- Nezbytné pro přesné určení jmenovitého průměru a dalších parametrů závitu.
- V tabulkách naleznete shodu mezi skutečnými rozměry a jmenovitými hodnotami.
Jak vypočítat průměr otvoru pro závit
Výpočet průměru otvoru pro závit je důležitou fází přípravy na řezání závitu. Pokud je otvor příliš malý, kohoutek se může zlomit. A pokud je příliš velká, nit bude nekvalitní.
Vzorec pro metrický závit:
- Průměr díry = Jmenovitý průměr závitu – Stoupání závitu
- Příklad: Pro závit M8 se stoupáním 1.25 mm bude průměr otvoru 8 mm – 1.25 mm = 6.75 mm.
- Pro závity M6.8 se obvykle používá vrták 8 mm, protože standardní velikosti vrtáků jsou zaoblené.
Závěry a závěr
Určení jmenovitého průměru závitu je důležitou dovedností, která vám umožní správně vybrat spojovací prvky a zajistit spolehlivé spoje. Pochopení principů standardizace, schopnost měřit závity a používat referenční tabulky jsou klíčem k úspěchu v jakémkoli podnikání se závitovými spojovacími prvky. Nebojte se experimentovat a učit se nové standardy a stanete se skutečným guru ve světě carvingu!
❓FAQ: Často kladené otázky
- Co je jmenovitý průměr vlákna? Toto je podmíněné размер, použitý označovat a standardizace závitových spojů. Není to skutečný průměr. vlákna, ale slouží k identifikaci.
- Jak určit jmenovitý průměr trubky vlákna? Přibližně se rovná vnitřnímu průměru. trubky a je vyjádřena v milimetrech podle standardní řady (DN).
- Jaký je rozdíl mezi palcovými závity z metriky? Měří se palcový závit v palcích, má nahoře jiný úhel profil a další způsob, jak určit krok.
- Jak změřit rozteč palce vlákna? Musíte změřit úsek délky 1 v. a spočítat počet otáček v této sekci.
- Kde najít standardní tabulky vlákna? Standardní tabulky lze nalézt v referenčních knihách pro obrábění kovůV internet, nebo v technické dokumentaci výrobců.
- Proč potřebujete nominální průměr, pokud tam aktuální? Jmenovitý průměr zajišťuje standardizace a kompatibilita dílů od různých výrobců.
- Jak vypočítat průměr otvoru závitové? U metrických závitů odečtěte stoupání závitu od jmenovitého průměru.
Doufám, tento článek vám pomohl pochopit svět vlákna! Pokud vám nějaké zbyly otázky, Nebuď stydlivý soubor!
Otázky a odpovědi
Jak zjistit jmenovitý průměr závitu
Závit je normalizován pro průměry od 1/16″ do 6″ s počtem stoupání z od 28 do 11. Jmenovitá velikost závitu je konvenčně vztažena k vnitřnímu průměru trubky (ke jmenovitému otvoru). Závit o jmenovitém průměru 1 mm má tedy jmenovitý průměr díry 25 mm a vnější průměr 33,249 mm.
Jak vypočítat palcový závit
Tyto parametry souvisí poměrem: P = 1″/ TPI (připomeňme, že 1″ = 25,4 mm). Označení závitu udává jeho vnější průměr – D, dále stoupání – TPI (závity na palec) a jeho typ – UNC nebo UNF.
Jak rozumět jmenovitému průměru
Jmenovitým průměrem potrubních prvků (trubek, tvarovek a spojovacích dílů) se rozumí vnitřní průměr potrubí zaokrouhlený nahoru nebo dolů na hodnoty standardní řady v milimetrech. Označuje se písmeny DN (v minulosti Dn) s doplněním hodnoty v milimetrech.
Jak měřit palcové závity
Chcete-li určit rozteč palcového řezu, musíte změřit délku tyče rovnající se jednomu palci (25,4 mm). Pro přesné měření je lepší použít pravítko nebo posuvná měřítka s palcovou stupnicí. Počet závitů v této sekci bude stoupání závitu.
Jak zjistit, o jaký druh palcového závitu se jedná
Palcové závity mají stejný profil jako metrické závity, ale jejich vrcholový úhel je 550 (Whitworthovy závity – britský standard BSW (Ww) a BSF) a jejich vrcholový úhel je 600 (americký standard UNC a UNF). Vnější průměr závitu se měří v palcích (1″=25,4 mm) – pomlčky () označují palce.
Jak vypočítat průměr závitu
Vezměte tenký bílý list papíru, vložte jej do matice a stiskněte jej tak, aby se na papíru objevil otisk závitového povrchu. Vyjměte arch a změřte délku otisku pravítkem. Určete počet značek na tomto segmentu. Délku vydělte výsledným číslem.
Jak vypočítat průměr závitu
Tabulky průměrů otvorů pro metrické závitníky:
Výpočtový vzorec: odečtěte stoupání od jmenovitého průměru závitu. Například jmenovitý průměr je 8 mm, stoupání 1,25 mm, respektive požadovaný průměr vrtáku je 6,75 mm (6,8 mm).
Jak měřit palcové závity posuvným měřítkem
Stoupání závitu se měří následovně: pomocí pravítka nebo posuvného měřítka odměřte na tyči úsek požadované velikosti. Poté se na měřené ploše spočítá počet otáček. Doporučená délka sekce pro získání přesného měření je 20 mm.
Jak určit průměr vrtáku pro díru s metrickým závitem
U metrických závitů můžete použít klasický „staromódní“ způsob výběru vrtáku bez použití stolu. Výpočtový vzorec: odečtěte stoupání od jmenovitého průměru závitu. Například jmenovitý průměr je 8 mm, stoupání 1,25 mm, respektive požadovaný průměr vrtáku je 6,75 mm (6,8 mm).
Navzdory skutečnosti, že řezání vnitřních závitů není složitá technologická operace, existují některé vlastnosti přípravy pro tento postup. Je tedy nutné přesně určit rozměry přípravného otvoru pro závitování a také vybrat správný nástroj, pro který se používají speciální tabulky průměrů vrtáků pro závity. Pro každý typ závitu je nutné použít příslušný nástroj a vypočítat průměr preparačního otvoru.

Průměr závitu a průchozí otvor musí odpovídat normám, jinak budou drážky příliš malé a závitové spojení bude nespolehlivé
Typy a parametry závitů
Parametry, podle kterých se vlákna dělí na různé typy, jsou:
- jednotky průměru (metrické, palce atd.);
- počet spuštění vlákna (jedno-, dvou- nebo třívláknové);
- tvar, ve kterém jsou profilové prvky vyrobeny (trojúhelníkový, obdélníkový, kulatý, lichoběžníkový);
- směr stoupání zatáček (vpravo nebo vlevo);
- umístění na produktu (externí nebo interní);
- tvar povrchu (válcový nebo kuželový);
- účel (upevnění, upevnění a těsnění, podvozek).

Parametry metrického vlákna
V závislosti na výše uvedených parametrech se rozlišují následující typy závitů:
- válcový, který je označen písmeny MJ;
- metrický a kónický, označený M a MK v tomto pořadí;
- potrubí, označené písmeny G a R;
- s kulatým profilem, pojmenovaný po Edisonovi a označený písmenem E;
- lichoběžníkový, označený Tr;
- kruhové, používané pro instalaci sanitární armatury, – Kr;
- tah a tah zesílený, označené jako S a S45, v tomto pořadí;
- palcový závit, který může být i válcový a kuželový – BSW, UTS, NPT;
- slouží k připojení potrubí instalovaných v ropných vrtech.

Typy závitů podle GOST
Aplikace kohoutku
Než začnete závitovat, musíte určit průměr přípravného otvoru a vyvrtat jej. Pro usnadnění tohoto úkolu byl vyvinut odpovídající GOST, který obsahuje tabulky, které umožňují přesně určit průměr závitového otvoru. Tato informace usnadňuje výběr velikosti vrtáku.
K řezání metrických závitů na vnitřních stěnách otvoru vytvořeného vrtákem se používá závitník – šroubový nástroj s řeznými drážkami, vyrobený ve formě tyče, která může mít válcový nebo kuželový tvar. Na jeho bočním povrchu jsou speciální drážky umístěné podél jeho osy a rozdělující pracovní část na samostatné segmenty, které se nazývají hřebeny. Ostré hrany hřebenů jsou přesně pracovní plochy kohoutku.
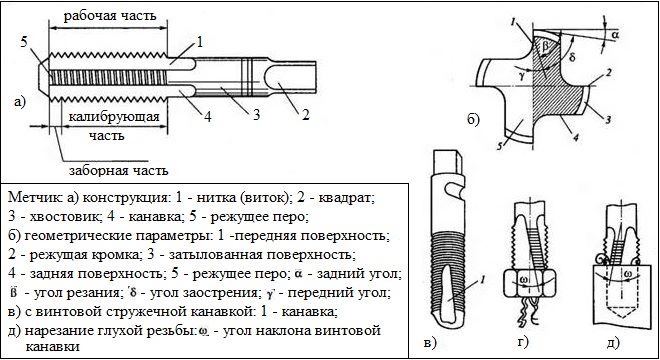
Tap: design a parametry
Aby závity vnitřního závitu byly čisté a čisté a jeho geometrické parametry odpovídaly požadovaným hodnotám, musí být řezán postupně, postupným odstraňováním tenkých vrstev kovu z opracovávaného povrchu. Proto k tomuto účelu používají buď závitníky, jejichž pracovní část je po délce rozdělena na sekce s různými geometrickými parametry, nebo sady takových nástrojů. Jednotlivé závitníky, jejichž pracovní část má po celé délce stejné geometrické parametry, jsou potřebné v případech, kdy je nutné obnovit parametry stávajícího závitu.
Minimální sada, se kterou dostatečně provedete obrábění závitových otvorů, je sada dvou závitníků – hrubovací a dokončovací. První odřízne ze stěn otvoru pro řezání metrických závitů tenkou vrstvu kovu a vytvoří na nich mělkou drážku, druhá vytvořenou drážku nejen prohloubí, ale i vyčistí.
Typy závitníků a jejich rozdíly

Minimální sada kohoutků
Pro závitování otvorů malého průměru (do 3 mm) se používají kombinované dvoutahové závitníky nebo sady sestávající ze dvou nástrojů. Pro obrábění otvorů pro větší metrické závity musíte použít kombinovaný tříchodý nástroj nebo sadu tří závitníků.
Pro manipulaci s kohoutkem se používá speciální zařízení – klíč. Hlavním parametrem takových zařízení, která mohou mít různá provedení, je velikost montážního otvoru, který musí přesně odpovídat velikosti stopky nástroje.

Některé typy ovladačů kohoutků
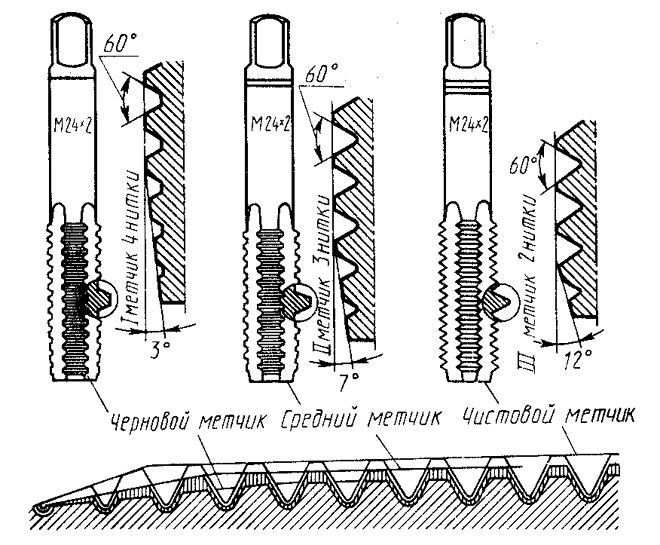
Při použití sady tří kohoutků, lišících se jak svým designem, tak geometrickými parametry, je nutné důsledně dodržovat pořadí jejich použití. Lze je od sebe odlišit jak speciálními značkami nanesenými na stopkách, tak konstrukčními prvky.
- Závitník, kterým se nejprve opracuje otvor pro řezání metrických závitů, má nejmenší průměr ze všech nástrojů v sadě a řezných zubů, jejichž horní část je silně odříznuta.
- Druhý kohoutek má kratší plot a delší hřebeny. Jeho pracovní průměr je mezi průměry ostatních nástrojů v sadě.
- Třetí závitník, kterým se otvor pro řezání metrických závitů zpracovává jako poslední, se vyznačuje plnými hřebeny řezných zubů a průměrem, který musí přesně odpovídat velikosti vytvářeného závitu.
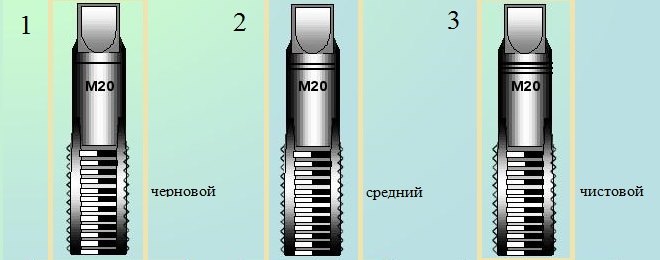
Sada tří kohoutků
Závitníky se používají především pro řezání metrických závitů. Mnohem méně často než metrické se používají kohoutky určené pro zpracování vnitřních stěn trubek. V souladu se svým účelem se nazývají potrubí a lze je odlišit písmenem G přítomným v jejich označení.
Technologie řezání vnitřních závitů
Jak bylo uvedeno výše, před zahájením práce musíte vyvrtat otvor, jehož průměr musí přesně odpovídat závitu určité velikosti. Je třeba mít na paměti: pokud jsou průměry otvorů určených pro řezání metrických závitů zvoleny nesprávně, může to vést nejen ke špatné kvalitě provedení, ale také ke zlomení závitníku.
Vzhledem k tomu, že závitník při vytváření závitových drážek kov nejen řeže, ale i tlačí, měl by být průměr vrtáku pro vytváření závitů o něco menší než jeho jmenovitý průměr. Například vrták pro výrobu závitů M3 by měl mít průměr 2,5 mm, pro M4 – 3,3 mm, pro M5 byste měli zvolit vrták o průměru 4,2 mm, pro závity M6 – 5 mm, M8 – 6,7 mm, M10 – 8,5 mm a pro M12 – 10,2.

Tabulka 1. Hlavní průměry otvorů pro metrické závity

Tabulka 2. Průměry otvorů pro palcové závity
Všechny průměry vrtáků pro závity GOST jsou uvedeny ve speciálních tabulkách. Takové tabulky uvádějí průměry vrtáků pro výrobu závitů se standardním i sníženým stoupáním, ale je třeba mít na paměti, že pro tyto účely se vrtají otvory různých průměrů. Kromě toho, pokud se řežou závity ve výrobcích z křehkých kovů (jako je litina), musí se průměr závitového vrtáku získaný z tabulky zmenšit o jednu desetinu milimetru.
Můžete se seznámit s ustanoveními GOST upravujícími řezání metrických závitů stažením dokumentu ve formátu pdf z níže uvedeného odkazu.
GOST 19257-73 Otvory pro řezání metrických závitů. Průměry
download
Průměry vrtáků pro metrické závity lze vypočítat nezávisle. Od průměru závitu, který je potřeba vyřezat, je nutné odečíst hodnotu jeho stoupání. Samotné stoupání závitu, jehož velikost se při provádění takových výpočtů používá, lze zjistit ze speciálních korespondenčních tabulek. Chcete-li určit, jaký průměr otvoru je třeba vytvořit pomocí vrtáku, pokud se pro závitování používá tříchodý závitník, musíte použít následující vzorec:
До = Dм x 0,8, kde:
До – toto je průměr otvoru, který musí být vytvořen pomocí vrtáku,
Дм – průměr závitníku, který bude použit pro zpracování vrtaného prvku.

Schéma řezání vnitřních závitů závitníkem
Unášeče, do kterých se závitový závitník vkládá, mohou mít jednoduchou konstrukci nebo mohou být vybaveny ráčnou. S takovými zařízeními s upevněnými nástroji byste měli pracovat velmi opatrně. Pro získání vysoce kvalitních a čistých závitů je třeba střídat otáčení závitníku ve směru hodinových ručiček o půl otáčky s otáčením o jednu čtvrtinu otáčky proti závitu.
Závit bude odříznut mnohem snadněji, pokud se během tohoto postupu použije mazivo. Roli takového maziva při řezání závitů v ocelových výrobcích může hrát sušení oleje a při zpracování hliníkových slitin – alkoholu, terpentýnu nebo petroleje. Pokud takové technické kapaliny nejsou po ruce, lze k mazání závitníku a řezaného závitu použít běžný strojní olej (má však menší účinek než látky uvedené výše).