Ohýbání trubek

Ohýbání trubek vlastníma rukama je přípustné pouze v jednorázových případech. Pokud proces montáže kovové konstrukce nebo potrubí zahrnuje použití velkého počtu „ohýbaných“ trubek, pak se proces deformace výrobků nejlépe provádí na speciálních strojích – ohýbačkách trubek.
V tomto článku však zvážíme obě možnosti deformace potrubí a vyzkoušíme každou metodu na výrobcích různých tvarů a průměrů.
OHÝBÁNÍ OCELOVÝCH NEBO PLASTOVÝCH TRUBEK: ZPŮSOBY REALIZACE PROCESU
Celkově existují pouze dva způsoby, jak deformovat válcované trubky:
- ohýbání trubek za studena
- deformace zahřátých výrobků
První metoda – ohýbání za studena – je možné pouze v případě, že je deformovaná trubka vyrobena z dostatečně plastické hmoty, která může změnit svůj tvar pod vlivem vnějších sil.
Proto se při deformaci relativně malých kovových trubek (s výjimkou litinových trubek) obvykle praktikuje ohýbání za studena..

Pravda, ohýbání nerezových trubek (nebo jakýchkoliv jiných trubek se zvýšenou prstencovou tuhostí) nás nutí používat při tomto procesu speciální stroje – ohýbačky trubek. Protože velmi ohebné trubky z mědi nebo hliníku můžeme ohýbat pouze vlastními silami.
„Měkké“ plastové trubky však nelze touto metodou ohýbat ani na ohýbačkách trubek. I přes deklarovanou měkkost totiž plastové trubky buď nemají dostatečnou plasticitu pro tento způsob deformace, nebo nemají prstencovou tuhost dostatečnou k udržení výrobku v ohnutém stavu (polyethylenové výrobky bez výztužného rámu).
Výjimku lze učinit pouze pro kombinované materiály na bázi polyethylenu – ohýbání kovoplastových trubek se provádí pouze „za studena“. Uvnitř takové trubky je výztužný pás z hliníku – při procesu deformace se ohne a právě ten po ohnutí drží tvar.
Ohýbání za tepla je možné téměř v každém případě. V zahřátém stavu se totiž plasticita jakéhokoli materiálu řádově zvýší. Například vysokoteplotní ohýbání ocelových trubek (nebo výrobků z jakéhokoli jiného kovu) je velmi jednoduché: trubka se jednoduše zahřeje v místě deformace a ohne se ručně. To znamená, že v tomto případě již nebudeme potřebovat stroje ani mechanické ohýbačky trubek.
S plastem v tomto případě opět nastávají problémy. Deformace za tepla je v zásadě nemožná – polymerové trubky ztrácejí svou prstencovou tuhost při zahřátí nad 250 stupňů Celsia. To znamená, že během procesu deformace za tepla se taková trubka jednoduše rozšíří po povrchu.
Nyní, když jsme se seznámili s metodami deformace, přejděme od teorie k praxi a pojďme zjistit, jak ohýbat trubky „za studena“ a „za tepla“.
OHÝBÁNÍ ZA STUDENA – HLAVNÍ FÁZE TECHNOLOGICKÉHO PROCESU
Pomocí ohýbání za studena lze trubky ohýbat téměř do libovolného úhlu. To však lze provést pouze dvěma způsoby: ručně a pomocí speciálních mechanismů. Navíc samotné mechanismy mohou využívat buď elektrickou nebo jinou energii, nebo energii svalové síly operátora.
Mezi hlavní metody ruční deformace patří následující možnosti:
- navíjení produktu na šablonu
- deformace výrobku na podpěrách
Kromě toho je první způsob přípustný pouze tehdy, je-li materiál trubky dostatečně plastický. No, druhý způsob lze použít i pro tužší trubky.

První možnost – navíjení na šablonu – je realizována následujícím způsobem. V první fázi procesu ohýbání musí být trubka naplněna nějakým druhem sypké hmoty. Proto se do výrobku nasype písek (je možná sůl) nebo se nalije voda, která se ochladí do stavu ledu. Sypká hmota nedovolí změnu profilu potrubí.
Dále vezmeme měřidlo – zaoblený a tvrdý povrch – a ohneme trubku a navineme produkty kolem měřidla. Samotný výrobek je v tomto případě držen za okraje měřicího segmentu a pouze střed je ohnutý.
Tato metoda se používá k ohýbání trubek z duralu nebo mosazi, případně jiného materiálu s dostatečně vysokou tažností. Samotný ohyb je poměrně hladký, ale tato technologie je doprovázena velkými objemy odpadu. Ostatně i ohýbání měděných trubek – velmi flexibilních výrobků – vyžaduje poměrně velkou páku. Následně ohnutím úseku uprostřed měřeného segmentu budeme nuceni zbavit se „držadel“ – konců, které jsme při ohýbání drželi.
Druhá možnost – deformace na podporách – je realizována následujícím způsobem:
- Ohebný výrobek je instalován na dvou bodových podpěrách. Střed trubky je v tomto případě umístěn nad dutinou.
- Dále udeříme na středový bod stejně vzdálený od dvou podpěr. A pod vlivem těchto nárazů se trubka trochu ohýbá. Kromě toho může být samotná trubka mírně posunuta, čímž se středový bod přesune do oblasti, která ještě není deformována.
Tato technologie ohýbání trubek je náchylná k nepřesnostem – vnější strana výrobku nese stopy po nárazech a svým průřezem se odchyluje od původního profilu. Navíc se „extra“ kov shromáždí v záhybu na vnitřním povrchu ohybu. Proto ohýbání za studena na dvou podpěrách není naší metodou.
Je pravda, že pomocí různých zařízení na ruční ohýbání trubek můžeme tuto situaci napravit. K tomu potřebujeme: pilu na železo, pravítko a svářečku. Pomocí pravítka změříme několik bodů na trubce (v ohybu výrobku) a pilkou na železo provedeme řezy do těla trubky. Ke svaření švů po dokončení deformace na podpěrách používáme svařovací stroj. A nedochází k deformaci těla nebo profilu výrobku – přebytečný kov jsme již odstranili pomocí řezů pilkou.
Přes všechny naše triky je však ruční deformace ve všech ohledech horší než taková metoda, jako je mechanické ohýbání trubek za stacionárních podmínek.
Základní metody mechanického ohýbání trubek
Veškeré mechanické ohýbání je založeno pouze na dvou metodách:
- Potrubí běží
- Hydraulická deformace potrubí
Kromě toho se k implementaci těchto technologií používají jak elektrifikované, tak ruční ohýbačky trubek. Ty druhé využívají svalovou sílu operátora aplikovanou na páku nebo svorku jako zdroj deformační síly.

Elektrifikované a ruční ohýbání trubek metodou válcování se provádí následujícím způsobem:
- výrobek je instalován na podávacích válcích stroje
- Deformační válec se přivede na povrch trubky a opře se o ni potřebnou silou.
- Obsluha zapne motor nebo začne otáčet bubnem podávacího mechanismu pomocí speciální rukojeti.
- Geometrické parametry procesu se nastavují při záběhu stlačením deformačního válce. Koneckonců, čím větší je síla na tento válec, tím větší je poloměr ohybu trubky.
Výsledkem je, že takové téměř nezávislé ohýbání trubek – koneckonců většina strojů pracuje na ruční pohon – umožňuje ohýbat významné dávky obrobků na požadovaný poloměr. Navíc se ukazuje, že kvalita ohýbání je výrazně vyšší než u jakékoli skutečně manuální možnosti. A samotný proces deformace probíhá rychleji. Zpracování kulatých trubek, stejně jako ohýbání trubek s velkým průměrem, je však na válcových ohýbačkách trubek nemožné.. Pro tyto účely je lepší použít buď lisy nebo speciální stroje na hydraulickou deformaci trubek.
Posledně jmenovaný způsob je založen na deformaci produktu naplněného kapalným médiem (voda nebo olej) prováděné v kontaktu se speciálním měřidlom. V podstatě je tento proces stejný jako ruční ohýbání cívek, jen výsledky tohoto procesu jsou působivější. Hydraulická deformace navíc umožňuje nejen ohýbat trubku, ale také měnit průměr průřezu výrobku.
Ohýbání za tepla – JAK SE TO DĚLÁ?
Deformace za tepla umožňuje ohýbat i nejtvrdší trubky. Navíc, stejně jako v případě ohýbání za studena, lze provedení za tepla realizovat pouze pomocí dvou technologických procesů: ruční a mechanické deformace.
Ruční ohýbání za tepla

Ruční ohýbání za tepla se provádí stejnými metodami jako ruční ohýbání za studena. To znamená, že praktikujeme stejné metody: navíjení na měřidlo a deformace na podpěrách. Pouze před nasunutím produktu na měřidlo nebo na podpěry se produkt zahřeje.
Kromě toho je zařízení potřebné pro ruční ohýbání trubek metodou za tepla téměř přesně stejné jako pro ohýbání za studena. Pouze v procesu „horkého“ zpracování se používá také foukačka nebo řezačka, která ohřívá místo deformace.
Voda se proto při procesu ohýbání za tepla nepoužívá jako plnivo.
Mechanické ohýbání za tepla
Tato metoda se praktikuje při zpracování výrobků na válcových ohýbačkách trubek. Nástroje používané při ohýbání jsou navíc naprosto totožné s nástroji používanými v procesu deformace za studena. Mezi procesem za tepla a za studena je pouze jeden rozdíl – v případě ohýbání za tepla se trubka před zavedením do ohýbačky trubek zahřeje. Tento pohyb vám umožní získat výsledek bez větších potíží: koneckonců v tomto případě je třeba na deformující válečky vyvinout menší deformační sílu.

Zařízení pro antikorozní nátěry potrubí
Ohýbání trubek za tepla
Existují tři hlavní způsoby ohýbání trubek v horkém stavu: s ohřevem vysokofrekvenčními proudy; hladké s výplní a ohýbání se záhyby (vlnky) bez výplně. Poslední dvě metody mají nízkou produktivitu, vysokou pracnost a vyžadují velké výrobní plochy, proto se používají ve výjimečných případech, kdy jiné metody nejsou možné.
V poslední době se ohýbání trubek s ohřevem vysokofrekvenčními proudy (HFC) stále častěji provádí ve skladech a továrnách na nákup trubek. Podstata tohoto způsobu ohýbání spočívá v kontinuálním sekvenčním zónovém ohýbání malého úseku trubky, ohřívaného v induktoru působením rychle se střídajícího elektromagnetického pole vytvářeného vysokofrekvenčními frekvencemi. trubka 1 (obr. 58) nainstalované mezi vodicími válečky 2 a zajištěné ve svorkách, kterým je udělován podélný pohyb. Trubka je posouvána přes vnitřní prstencový induktor 3, připojen k transformátoru, který je napájen strojově generovaným HDTV generátorem. Při průchodu induktorem se jednotlivé úseky potrubí (na tomto obrázku jedná o úsek 4) postupně zahřátý na 900-1160 °C, tj. na teplotu, při které se kov stává nejtažnějším. Část potrubí přímo za induktorem (toto je sekce 5) je chlazena vodou na 200-300 °C ze speciálního prstencového zařízení induktoru. Přední konec trubky spočívá na speciálním ohýbacím válečku 6, pod jejichž vlivem dochází k zónovému ohybu. Celá ohybová síla přenášená válečkem tedy vede k deformaci pouze postupně se pohybujícího malého zahřívaného úseku trubky, uzavřeného mezi dvěma tuhými, relativně studenými úseky. Tím se zabrání tomu, aby byl průřez trubky oválný a aby se netvořily záhyby.
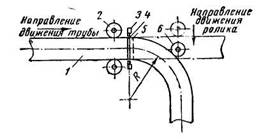
Rýže. 58. Schéma ohýbání trubek s ohřevem HDTV: 1 – ohebná trubka. 2 – vodicí válečky, 3 – induktor, 4 – ohřívací a ohýbací část trubky, 5 – chladicí zóna trubky, 6 – ohýbací válec
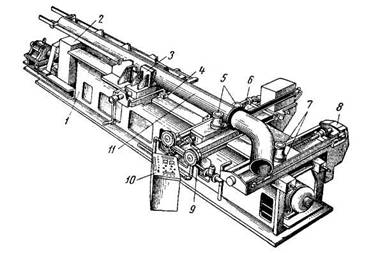
Rýže. 59. Stroj TGU-300 na ohýbání trubek s ohřevem HDTV: 1 – postel, 2 •— mechanismus podélného posuvu, 3 – upínací vozík, 4 – podpěra, 5 – vodících válečků, 6 – induktor, 7 – ohýbací válec, 8 – mechanismus křížového posuvu, 9 – chladicí systém, 10 – ovládací panel, 11 – ohebná trubka
Stroje na ohýbání trubek s ohřevem HDTV se vyrábí ve dvou modelech — 52-012 (střední model) pro ohýbání trubek se jmenovitým vrtáním od 80 do 250 mm a 52-013 (velký model) pro ohýbání trubek se jmenovitým otvorem od 125 do 400 mm, stejně jako stroje TGU-300 (obr. 59). Tento stroj je určen pro ohýbání trubek se jmenovitým vrtáním od 80 do 250 mm. Před ohýbáním je trubka instalována do svorek a vodicích válečků 5. Poté se generátor zapne: do induktoru je dodáván vysokofrekvenční proud 6 a prstencová část trubky je ohřívána. Mechanismus podélného posuvu 2 trubka se pohybuje podél osy stroje současně s mechanismem křížového posuvu 8 přítlačný válec 7 pohybuje a ohýbá trubku.
Rychlost podélného posuvu trubky se volí experimentálně; záleží na průměru a tloušťce stěny a také na výkonu HDTV generátoru. Typicky je rychlost podélného posuvu 0,3-3 mm/sec. Rychlost příčného posuvu je 0,7násobek rychlosti podélného posuvu a je určena zadaným poloměrem ohybu. Stroj je poháněn vysokofrekvenční jednotkou MGZ-102 (u středního modelu) nebo VGO-250-2500 (u velkého modelu), která je umístěna v samostatné místnosti. Výkon zařízení je 100 nebo 250 ket. Pro tloušťku stěny potrubí do 20 mm nejracionálnější je aktuální frekvence 2500 za/sec. Stroje ohýbají trubky v libovolné rovině s 3D poloměrem ohybuH a výše. Pro menší poloměry ohybu, zejména 1,5DBtloušťka stěny na vnější tvořící přímce je ztenčena téměř o 25 %, tedy více než je přípustné.
Poloměr ohybu trubky se kontroluje pomocí šablony nebo poloměrového úhloměru. Trubky lze ohýbat na strojích s libovolným poloměrem zakřivení pod úhlem ohybu větším než 180° bez výměny zařízení. Metoda ohýbání trubek s vysokofrekvenčním ohřevem je jednou z nejúčinnějších metod výroby ohýbaných prvků a sestav, zejména pro silnostěnná vysokotlaká potrubí a potrubí z legované oceli. Oproti ohýbání za studena má tyto výhody: zkracuje se čas na ustavení stroje, není potřeba objemné a drahé náhradní zařízení (ohýbací kotouče, vložky, trny), snižuje se množství ovality, možnost se tvoří záhyby (zvlnění), vytváří možnost ohýbání trubek v různých rovinách.
Nevýhodou této metody je, že není možné získat ohyby malých poloměrů (1,5 DHa 2 DH) bez ztenčování stěn; Kromě toho je vyžadována vysoká spotřeba energie.
Pro hladké ohýbání trubek za tepla s plnivem používejte pouze čistý říční písek, vysušený a prosátý přes síto s oky 1,5x × l,5 mm. Říční písek na rozdíl od horského neobsahuje cizí nečistoty, které se mohou připálit k vnitřním stěnám. Pro ohýbání je vybavena speciální plošina pro ohýbání trubek, na kterou instalují: věž s násypkou pro plnění trubek pískem, zařízení na ohřev trubek (kovárna nebo trysky), ohýbací desku, dva navijáky s nosností 5 tf pro ohýbání trubek a jeden naviják s nosností 3 tf pro zvedání a přemisťování obrobků a ohýbaných prvků.
Ohýbání trubek se záhyby se používá pro trubky o průměru 200 mm a vyšší s tloušťkou stěny nejvýše 12 m a pouze v případech, kdy je povoleno instalovat na potrubí takto ohnuté prvky. Tato metoda je levnější a jednodušší než hladké ohýbání za tepla s výplní.
Místa záhybů ve formě kosočtverců jsou na potrubí označena v množství 5-9 v závislosti na průměru potrubí. Označená místa se zahřejí plynovým hořákem do světle třešňové barvy, načež se při ohýbání vymáčkne první záhyb. Následující záhyby se provádějí stejným způsobem. Při ohýbání je jeden konec trubky zajištěn svorkou a druhý je připojen přes blok k navijáku.
1. Jak ohýbáte trubky s ohřevem HDTV?
2. Jaké jsou hlavní výhody ohýbání trubek s ohřevem HDTV?
3. Jaká provedení ohýbaček trubek jsou k dispozici?
4. Uveďte nevýhody způsobu ohýbání trubek plněných pískem a se záhyby.
Všechny materiály v sekci „Zpracování trubek“: