Obecná koncepce spojek. Slepé, spojkové a posuvné typy spojek: 1 strana
Obecná koncepce spojek. Záslepkové, spojkové a posuvné typy spojek
1 stránka
Ve strojírenství jsou spojky spojovací zařízení pro ty hřídele, jejichž konce k sobě těsně přiléhají nebo jsou od sebe odděleny malou vzdáleností. Spojení hřídelí spojkami zajišťuje přenos točivého momentu z jedné hřídele na druhou. Hřídele jsou obvykle uspořádány tak, že geometrická osa jednoho hřídele je pokračováním geometrické osy druhého hřídele. Pomocí spojek je také možné přenášet rotaci z hřídelů na ozubená kola a řemenice, volně namontované na těchto hřídelích.
Spojky nemění točivý moment ani směr otáčení. Některé typy spojek absorbují vibrace a rázy a chrání stroj před nehodami při přetížení.
Použití spojek ve strojírenství je způsobeno potřebou:
— získání dlouhých hřídelí vyrobených z oddělených částí, kompenzujících malé instalační nepřesnosti v relativní poloze spojených hřídelí;
— poskytnutí určité relativní pohyblivosti hřídelů během provozu (malé posunutí a zkosení geometrických os hřídelů);
— zapínání a vypínání jednotlivých uzlů;
— automatické připojování a odpojování hřídelů v závislosti na ujeté vzdálenosti, převodu směru otáčení, úhlové rychlosti, tj. provádění funkcí automatického ovládání;
— snížení dynamického zatížení.
Moderní stroje se skládají z řady samostatných dílů se vstupními a výstupními konci hřídelí, které jsou spojeny pomocí spojek (obr. 6).

Rýže. 6 Schematické schéma stroje
Rozmanitost provedení spojek komplikuje jejich klasifikaci. Nejjednodušší spojka je vyrobena z kusu vsuvkové trubky a spojuje hřídel elektromotoru s oběžným kolem ostřikovače čelního skla automobilu. Spojky turbodmychadel proudových motorů se skládají ze stovek dílů a jsou komplexními samoregulačními systémy.
Skupiny spojek se vyznačují charakterem hřídelového spojení.
a) tuhé (slepé) – prakticky neumožňující kompenzaci radiálních, axiálních a úhlových posuvů hřídelů;
b) kompenzační – umožňuje určitou kompenzaci radiálních, axiálních a úhlových posunů hřídelů v důsledku přítomnosti pružných prvků (gumová pouzdra, pružiny atd.);
c) třecí – umožňující krátkodobý prokluz při přetížení.
— Elektrické (elektromagnetické) spojky.
— Hydraulické nebo pneumatické spojky.
Většina používaných spojek je standardizovaná. Hlavní charakteristikou při výběru spojek z katalogu nebo referenční knihy je přenášený moment s ohledem na nejtěžší stav jeho zatížení.
Třídy spojek se odlišují způsobem připojení hřídele.
— Nerozebíratelné (trvalé, spojovací) – spojují hřídele trvale, tvoří dlouhé hřídele.
— Řízené (spojka) – spojování a odpojování hřídelů za provozu, např. široce známá automobilová spojka.
— Samočinné (samočinné, automatické) – fungují automaticky v daném provozním režimu (předjíždění, odstředivé, bezpečnostní).
— Bezpečnostní spojky, které rozpojují hřídele při narušení normálních provozních podmínek.
Podle stupně snížení dynamického zatížení jsou spojky:
— silné vibrace, rázy a rázy, které nevyhlazují přenos točivého momentu;
— elastické, vyhlazující otřesy, rázy a rázy v důsledku přítomnosti elastických prvků – pružin, pryžových pouzder atd.
Hlavní charakteristikou spojky je přenášený krouticí moment.
Podstatnými ukazateli jsou rozměry, hmotnost, moment setrvačnosti.
Spojka určená k přenosu určitého krouticího momentu se vyrábí v několika modifikacích pro různé průměry hřídelí.
Tuhé (slepé) spojky. Tyto spojky se používají k pevnému spojení hřídelů. Mohou být objímkové nebo přírubové.
Objímková spojka je nejjednodušší z tuhých spojek. Jedná se o objímku 3 (obr. 7), nasazenou pomocí per, čepů nebo drážkování na výstupní konce hřídelů 1 a 2.

Obr. 7 Objímková spojka: a — upevnění na pero; b – zapínání na čep
Objímkové spojky se používají u pomaloběžných a nekritických konstrukcí strojů s průměrem hřídele d < 70 mm.
Výhodou takových spojek je jejich jednoduchá konstrukce a malé celkové rozměry; nevýhody – nutnost při montáži a demontáži oddálit konce hřídelí o celou délku spojky nebo posunout objímku podél hřídele alespoň o polovinu její délky; nutnost velmi přesného vyrovnání hřídelů, protože tyto spojky neumožňují radiální nebo úhlové posunutí os hřídelů.
Materiál použitý k výrobě pouzdra je ocel 45; pro velké spojky – litina SCh25.
Přírubová spojka se skládá ze dvou polospojek 1 a 2 (obr. 8), spojených šrouby 4. K přenosu krouticího momentu se používají spoje s perem nebo drážkou. Krouticí moment se přenáší třecími silami mezi přírubami a při vložení šroubů bez vůle také šrouby. Přírubové spojky jsou standardizovány v rozsahu průměrů 12 mm a přenášejí momenty 250 Nm. U těžkých strojů jsou polospojky přivařeny k hřídelům.
Pro lepší vystředění přírub je na jedné poloviční spojce vytvořen kruhový výstupek a na druhé vybrání stejného průměru (obr. 8, a) nebo středící kroužek 3 (obr. 8, b).

Р Obr. 8 Přírubové spojky: a – centrování kvůli vyčnívání; b – středící kroužek
Materiál přírubových polospojek je ocel 40, 35L, litina SChZO (pro velké spojky).
Pohyblivé spojky umožňují spojování hřídelů se zvýšeným vzájemným posunem os, a to jak způsobených nepřesnostmi, tak speciálně specifikovaných konstruktérem.
Výrazným představitelem této rodiny je kloubová spojka. Myšlenku spojky jako první navrhl Girolamo Cardano v roce 1570 a v roce 1770 ji dovedl k technickému řešení Robert Hooke (obr. 9). Proto se jim někdy v literatuře říká kardanové spojky a někdy Hooke spojky.

Obr.9 Hookův závěs podle Cardanovy myšlenky
Kloubové spojky spojují hřídele pod úhlem až 45°, což umožňuje vytvoření řetězových hřídelí s přenosem rotace do nejhůře přístupných míst. To vše je možné, protože příčník není jeden závěs, ale dva najednou s kolmými osami.
Pevnost kardanové spojky je omezena pevností příčníku, zejména upevňovacích bodů čepů příčníků v otvorech vidlice. Zlomená příčka je velmi častá závada, kterou zná snad každý majitel vozu se zadním náhonem. Spojky jsou vybírány z katalogu.
Spojovací spojky. Tyto spojky jsou určeny pro spojování a rozpojování hřídelů. Některé typy spojek to umožňují za pohybu bez zastavení elektromotoru. Spojky spojky jsou někdy označovány jako řízené spojky. Podle principu činnosti se rozlišují vačkové a třecí spojky.
Vačkové spojky (obr. 10) se skládají ze dvou polospojek 1 a 2, které mají na koncových plochách vačky. Spojka je zapojena pomocí polospojky 2, která se může pohybovat podél hřídele podél vodícího pera nebo drážek.
Aby nedošlo k poškození vaček, lze spojku zapínat za pohybu bez zatížení s velmi malým rozdílem úhlových rychlostí hřídelí. Vypínání je povoleno za jízdy. Výhodou vačkových spojek je jejich jednoduchá konstrukce a malé rozměry; nevýhoda – většinou nejde zapnout za jízdy. Doporučeným materiálem pro vačkové polospojky je legovaná ocel 20X nebo 20XN (s nauhličením a kalením).

Obr.10 Vačková spojka: 1,2 — poloviční spojky
Třecí spojky (obr. 11) na rozdíl od vačkových spojek umožňují záběr při pohybu pod zatížením. Třecí spojky přenášejí točivý moment pomocí třecích sil. Třecí spojky umožňují plynulý záběr při libovolných otáčkách, čehož se s úspěchem využívá např. při konstrukci mechanismu přepínání rychlosti otáčení u obráběcích strojů. Kromě toho třecí spojka nemůže přenést moment větší než moment třecích sil, protože kontaktní třecí prvky začnou prokluzovat, proto jsou třecí spojky účinnými nedestruktivními pojistkami pro ochranu stroje před dynamickým přetížením.
Konstrukčně se třecí spojky dělí na: kotoučové spojky, u kterých dochází ke tření podél koncových ploch kotoučů (jedno- a vícekotoučové); kuželový, ve kterém mají pracovní plochy kuželovitý tvar; válcový s válcovou kontaktní plochou (blok, páska atd.). Nejpoužívanější jsou kotoučové spojky.
Třecí spojky fungují bez maziva (suché spojky) a s mazivem (olejové spojky). Ty se používají v kritických konstrukcích strojů při přenosu velkých momentů. Mazání snižuje opotřebení pracovních ploch, ale komplikuje konstrukci spojky.
Materiál pro třecí spojky – konstrukční oceli, litina SCh30. Třecí materiály (lisovaná azbestodrátová tkanina – ferrodo, třecí plast, práškové materiály atd.) se používají ve formě výstelek.

Rýže. 11 Třecí spojky: a – kotoučové; b – kuželovitý; v – válcové

Všechny ponorné instalace EWH jsou provedeny podle stejného konstrukčního schématu se dvěma pracovními tělesy zapojenými paralelně (obr. 5.172).
Výhodou takového duálního uspořádání pracovních těles je, že v tomto případě je při stejných příčných rozměrech dosaženo dvojitého podávání čerpadla, což je vzhledem k omezeným průměrovým rozměrům ropných vrtů dosti podstatné. Další výhodou tohoto provedení je, že pracovní prvky jsou vzájemně hydraulicky vyváženy. Tím odpadá přenos značných axiálních sil na nosná ložiska čerpadel nebo paty elektromotorů.
Čerpadlo se skládá z odstředivé rozběhové vačkové spojky, základny s hnacím hřídelem, síťových filtrů instalovaných na sání čerpadla, pracovních prvků s pravým a levým nákružkem a šrouby, dvou excentrických kloubových spojek a pojistného ventilu.
V zásadě jsou všechny jednotky a díly standardizované a používají se až na výjimky ve všech velikostech čerpadel. Všechna čerpadla mají dvě sací síta, jednu pro každý pracovní prvek, a společný výstup, díky kterému je průtok čerpadla roven součtu průtoků obou pracovních prvků a tlak čerpadla je roven tlaku každého pracovního prvku [32].
V Rusku se elektrická ponorná šroubová čerpadla vyrábí v těchto modifikacích: A, B, C, G.
A – pro kapaliny s teplotou do 303 K (30° C);
B – pro kapaliny s teplotou od 303 do 323 K (od 30° do 30° C);
B — pro kapaliny s teplotami od 323 do 343 K (od 50° do 70° C).
Čerpadlo o průtoku 16 m3/den, vybavené hydraulickou ochranou 1G51, má tato označení: 1UEVN5-16-1200, V.
Excentrická spojka poskytuje možnost složité planetární rotace šneků v klecích, díky čemuž je kapalina tlačena podél osy šneku a vytváří se potřebný tlak ke zvednutí kapaliny na hladinu.

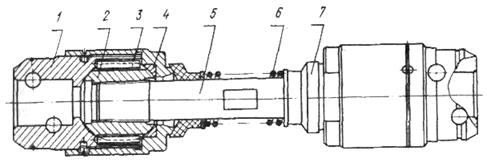
Rýže. 5.172. Schéma ponorného jednošnekového čerpadla
1 — potrubí, 2 — pojistný ventil; 3, 9 — filtr, 4 — levá spona; 5 – levý šroub; 6, 10 — kloubová spojka; 7, 8 – pravá spona; 11 — hřídel; 12 – odstředivá vačková spojka
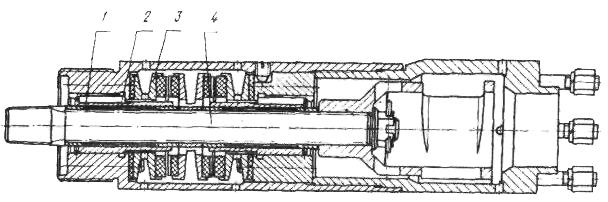
Rýže. 5.173. Excentrická spojka:
1 — tělo; 2 – tažené; 3 — válečky; 4 – kulová podložka; 5 — váleček; 6 — pružina; 7 – těsnící manžeta
Excentrická spojka čerpadel EVN5-100-1000 a EVN5-200-900 (obr. 5.173) se liší od spojky čerpadla 1EVN5-25-1000 tím, že u čerpadel s průtoky 100 a 200 m3/den je spojka s čepem 16 a 25 šroubením připojena na spojku je závitový. Spojka (viz obr. 3) se skládá ze dvou kloubových jednotek spojených závitovým hřídelem 5.173. Otáčení ve spojce je přenášeno kladkami 5, umístěnými ve speciálních pouzdrech unašeče 3 a tělesa 2. Axiální sílu zachycuje unašeč a kulová podložka 1. Pryžová těsnění 4 a pružina 7 zadržují mazivo v kloubu a chrání ho před mechanickými nečistotami. Kloubnost jednotky je zajištěna kulovými opěrnými plochami vodítka a podložky a mezerou mezi válečky a odpovídajícími otvory v těle a vodítku.
Trubka na kal chrání čerpadlo před mechanickými nečistotami vypadávajícími ze sloupce potrubí naplněného kapalinou při zastavení čerpadla. Části těla tvoří trubkové tělo čerpadla. Pracovní částí čerpadla jsou objímky doplněné pracovními šrouby. Vnitřní plocha límce je vyrobena z tvrdé olejivzdorné pryže a má dvoucestnou šroubovací plochu s dvojnásobným stoupáním než je stoupání šroubu, přičemž směr spirály jednoho límce je levý a druhý pravý. Díky různým směrům spirály na objímkách a tím i na šroubech je zajištěno hydraulické odlehčení čerpadla.
U čerpadel s průtokem 16 a 25 m3/den jsou šneky ocelové a u čerpadel s průtokem 100 a 200 m3/den jsou vyrobeny z titanové slitiny, díky čemuž se snížením hmotnosti šneku snižuje vibrace čerpadla.
Startovací přední spojka spolu s vačkami a hnanou polospojkou narážející na hřídel čerpadla zajistěte, aby bylo čerpadlo zapnuto při maximálním točivém momentu motoru, který odpovídá rychlosti otáčení 800-1100 ot./min.
Záběr spojky při maximálním točivém momentu je způsoben tím, že šroubové čerpadlo má velkou statickou setrvačnost a pro jeho spuštění je potřeba zvýšený rozběhový moment. Toho je dosaženo vysouváním vaček, tažených k sobě pružinou, působením odstředivé síly odpovídající těmto otáčkám motoru. K záběru vaček a aktivaci čerpadla dochází po zasunutí vaček do odpovídajících oken v hnané polospojce, která zajišťuje otáčení hnacího hřídele čerpadla pouze ve stanoveném směru. Při otáčení vzad vlivem zkosení na vačkách spojka nezabírá a vačky prokluzují.
Uvnitř základny čerpadla je hřídel s ložisky a opěrnými patkami ze saténového grafitu. Ground (Obr. 5.174) lze použít pouze v čerpadlech vybavených hydraulickou ochranou 1G51. V této jednotce není žádné těsnění a mazání třecích ploch se provádí formovací kapalinou. Na hnací hřídeli 4 jsou uložena ochranná pouzdra 1 z nerezové oceli, která se otáčejí v bronzových pouzdrech 2. Koncové pevné opěrné patky spočívají na pryžových podložkách pro rovnoměrný přenos sil na celou plochu paty.
Rýže. 5.174. Báze:
1 — ochranný rukáv; 2 – bronzová průchodka; 3 — podpůrná pata; 4 — hnací hřídel
Bezpečnostní píst-šoupátkový ventil umístěný v horní části čerpadla. Ventil (obr. 5.175) se skládá z tělesa šoupátka 3, šoupátka 4, pístu 5, tlumiče 2 a dílů tělesa 1 a 6. Ventil zajišťuje technologické a provozní operace pro servis a montáž čerpadla. Hlavní funkce ventilu: ochrana čerpadla před přetížením a v případě zvýšeného tlaku ve výtlačném potrubí; zajištění vypouštění a plnění potrubního sloupu během operací zvedání a spouštění; obtékání kapaliny z tlakového potrubí zpět do vrtu nebo při nedostatečném průtoku kapaliny z formace do vrtu, nebo když kapalina obsahuje velké množství plynu; zamezení zpětného toku čerpané kapaliny z potrubí přes pracovní části při zastavení čerpadla.
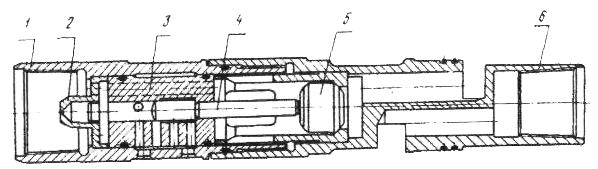
Rýže. 5.175. Bezpečnostní pístový ventil:
1, 6 — část těla; 2 — tlumič nárazů; 3 — tělo ventilu; 4 — ventil; 5 — píst
Na obr. 5.176 jsou znázorněny tři mezipolohy ventilu během provozu čerpadla: plnění sloupce potrubí kapalinou a vypouštění kapaliny při spouštění a zvedání jednotky (obr. 5.176, а), dodávající kapalinu na povrch, když je instalace v provozu (obr. 5.176. б) a vypouštění kapaliny v případě nedostatečného přítoku kapaliny nebo vysokého faktoru plynu zpět do vrtu (obr. 5.176, в).
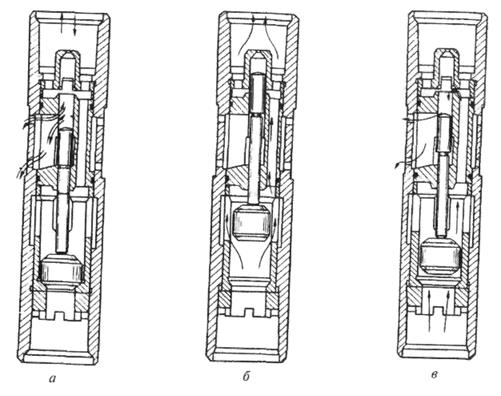
Rýže. 5.176. Schéma činnosti pojistného ventilu
Klip. U standardního jednošnekového ponorného čerpadla typu EVNT je těleso nosnou konstrukcí a jeho plášť funguje jako plášť celého agregátu. Proto jsou kladeny zvýšené požadavky na pevnost a přesnost kovového tělesa, zejména s ohledem na kolísání tloušťky stěny. Obvykle se vyrábí z trubek z legované oceli válcovaných za tepla. Legování chromem je nežádoucí, protože zhoršuje přilnavost elastomeru, jako je syntetický kaučuk. Pro zvýšení pevnosti pryžového upevnění na kov se doporučuje, aby byl vnitřní povrch pouzdra proveden ve formě mělkého řezu libovolného profilu, který je následně pokryt různými vrstvami materiálů, které zajišťují spolehlivé (min. 40 kgf/cm2 pevnost v roztržení) upevnění pryže ke kovu. Typicky se tento proces provádí ve formě současně s vulkanizací samotné kaučukové směsi.
Při návrhu a výpočtu profilu povrchu šroubu se vždy berou v úvahu vlastnosti syntetického kaučuku dané značky. Je důležité zajistit, aby tloušťka pryžové vrstvy byla rovnoměrná po celé délce objímky. Rovněž je nutné počítat se změnou geometrického tvaru výrobku při jeho vulkanizaci ve formě.
Požadavky na elastomer svorky. Garantovaná doba provozu před poruchou pláště nepřetržitě pracujícího v ropném vrtu o tlaku 900-1500 m musí být minimálně 1 rok se skladovací dobou 2 roky.
Elastomer límce, obvykle syntetický kaučuk, musí být provozuschopný, tedy olejivzdorný v ropném prostředí různých oborů a často je vyžadována jeho funkčnost při vysokých teplotách kapaliny – do 70-90 °C.
Vzhledem k vysokým tlakovým požadavkům dosahuje konstrukční délka límců u některých standardních velikostí již 1500 mm a je kontinuální trend ke zvyšování této velikosti. Proto jsou velmi důležité vysoké odlévací vlastnosti elastomeru a zajištění pevnosti jeho připevnění ke kovu alespoň 40 kgf/cm2. Zvláštní pozornost je věnována rovnoměrnosti gumového upevnění po celé ploše klipu.
Hlavní fyzikální a mechanické vlastnosti elastomerů
| Pevnost v tahu, kgf/cm2 ………………………….. | ≥ 100 |
| Relativní prodloužení, %………………………………. | ≥ 150 |
| Relativní zbytkové prodloužení, %………………. | ≤ 20 |
| Změna hmotnosti vzorku v olejovém prostředí, %: | |
| za 24 hodin ………………………………………………………………. | ≤ 3 |
| za 72 hodin ………………………………………………………………. | ≤ 4 |
Elastomer musí mít dostatečnou tvrdost, být odolný vůči účinkům kapalného a plynného agresivního prostředí a není povolen pokles hmotnosti vzorku.
Přepravu a instalaci zařízení lze provádět v polárních oblastech a v oblastech s tropickým klimatem. Elastomer musí také splňovat tyto specifické požadavky.
Problém plynové odolnosti elastomeru vyžaduje speciální výzkum, tj. odolnost proti pronikání plynu
Při porovnávání plynové propustnosti různých syntetických kaučuků bylo zjištěno, že specifická plynová propustnost nitrilového syntetického kaučuku (SKN) je 20x větší než u fluorokaučuku. Při saturaci vzorků oxidem uhličitým, který je svým účinkem na SC podobný souvisejícím ropným plynům, však podléhají nejméně destrukci vzorky s větší propustností pro plyny. To se vysvětluje schopností molekul plynu opustit mezimolekulární mřížku, aniž by ji zničily během prudkého poklesu okolního tlaku, ke kterému dochází, když je čerpadlo zvednuto ze studny během oprav.
Při výběru elastomeru má velký význam koeficient tření elastomeru ke kovu. Z tohoto hlediska lze doporučit fluorokaučuky a polyuretany.
Jednou ze specifických vlastností elastomeru je jeho tvrdost. Tato vlastnost není sama o sobě charakteristická, ale slouží jako řízené vyjádření součtu ostatních fyzikálních a mechanických ukazatelů, které v hotovém výrobku nelze kontrolovat.
Indexy tepelné odolnosti souvisí s indexy tvrdosti obvyklou závislostí: tepelná odolnost tvrdých elastomerů je vyšší než u měkčích.
Z hlediska zvýšení tlaku čerpadla je zvýšení tvrdosti užitečnou vlastností, shoduje se i se zvyšující se tepelnou odolností. Nejodolnější proti opotřebení jsou však měkké syntetické kaučuky.
Pro úpravu čerpadla odolnou proti opotřebení jsou proto zapotřebí speciálně navržená ložiska.
Po otázce adheze ke kovu je nejdůležitějším požadavkem na elastomer odolnost proti opotřebení.
Odolnost proti oděru u polyuretanových kaučuků je několikanásobně vyšší než u nitrilových kaučuků. Problém tření a opotřebení třecích párů za účasti mechanických nečistot je však složitý a vyžaduje velké úsilí k jeho studiu a řešení. Dosud nejodolnějším párem je chrom na elastomeru.
Objímky, potažené zevnitř elastomerem, se obvykle vyrábějí v lisovací formě. Elastomer vyplní formu a je vulkanizován. Pomocí licích tyčí s pravým a levým směrem šroubových spirál se vytvoří odpovídající spony – pravá nebo levá. Před montáží je kvalita a velikost klipů zkontrolována pomocí hladkých válcových měrek.
Kontrola kvality elastomeru se provádí pomocí svědků – vzorků elastomeru vyrobených ve stejné formě současně s výrobkem. Tvrdost elastomeru se kontroluje na koncích spony.
Stálost chemického složení a fyzikálně mechanické vlastnosti elastomeru a přísné dodržování technologických předpisů ve všech provozech zajišťují garantovanou životnost čerpadla.
Šroub. Technologicky nejjednodušší je jednochodý šroub s průřezem v podobě dokonalého kruhu.
Šroub může být vyroben z oceli legované chromem nebo slitinou titanu, která je přibližně 1,7krát lehčí než ocel a její pevnost není horší. Přírůstek hmotnosti umožňuje snížit zatížení elastomeru odstředivou silou během otáčení šroubu o stejnou hodnotu. Šroub je zpracován na soustruhu, obvykle se zařízením pro vírové řezání, které umožňuje vysokou přesnost při nejvyšší produktivitě práce. Povrchy šroubů musí splňovat požadavky na vysokou tvrdost a povrchovou úpravu. Tyto podmínky jsou splněny nanesením tvrdé vrstvy chrómu na povrch a jeho vyleštěním ve speciálním zařízení.
Montáž dvojitých čerpadel. Při montáži dvojitého čerpadla se volí pracovní dvojice objímky a šroubu (vlevo i vpravo) pokud možno se stejným montážním napětím. Ten se vypočítá s ohledem na teplotní výkon čerpadla. Pokud je čerpadlo určeno pro provoz ve studních se zvýšenou teplotou kapaliny, je rušení sníženo a musí být zajištěna předběžná vůle. Tato mezera bude zvolena, když se čerpadlo zahřeje ve studni a stane se standardním napětím kvůli skutečnosti, že elastomer v pouzdře se roztahuje více než kovové tělo. Zákazník je povinen neprodleně oznámit výrobci požadovaný teplotní výkon čerpadla.
Nezbytnou podmínkou montáže je také vyvážení šroubů. Při montáži by měly být pravý a levý šroub umístěny ve stejné rovině a umístěny do držáků tak, aby osy šroubů (redukované na těžiště hmoty) byly v opačných směrech. Pak odstředivé síly Р ци R’ ц(obr. 5.177) bude vyvážen, pouze vektor momentu setrvačnosti XNUMX. řádu z dvojice sil zůstane nevyrovnaný. Р ци R’ ц.
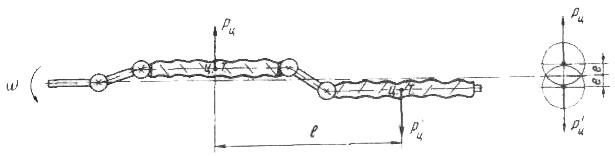
Rýže. 5.177. Schéma vyvážení vrtule
Absolutní hodnota tohoto momentu je malá a, jak ukazuje praxe, neovlivňuje pevnost ponorné jednotky nebo potrubí čerpadla a kompresoru.
Takové vyvážení šroubů během montáže čerpadla lze snadno dosáhnout jednoduchým otáčením obou skříní při současném sledování polohy šroubů v držácích. Od kdy se tělo klipu otáčí pod úhlem α úhlové posunutí šroubu v kleci je 2 α, úkol vyvážení šroubů při montáži čerpadla není obtížný.
Vlastnosti konstrukce univerzálních kloubů. Univerzální klouby jsou navrženy s ohledem na požadovanou excentricitu šroubů, přenášený krouticí moment a axiální síly vznikající v obsahu čerpadla. Dříve navrhované flexibilní kabelové závěsy, závěsy s bodovým stykem mezi toroidními plochami článků řetězu, stejně jako široce známé závěsy typu Cardan-Hooke nebo elastická hřídel místo závěsů se ukázaly jako nespolehlivé při provozu čerpadel s dvojitým šroubovým rotorem.
Pouze provedení (viz obr. 5.173) se osvědčilo jako dostatečně spolehlivé a je široce používáno v průmyslových vzorech.
Při výrobě závěsu je třeba dbát především na rovnoběžnost a rovnoměrnost rozmístění drážek po obvodu, do kterých jsou umístěny „plovoucí“ válečky, a na jejich tepelné zpracování.
Přilnavost kulových ploch musí být minimálně 75 %. Montáž závěsů musí zajistit jejich pohyblivost, to znamená, že mezi třecími částmi je nutná malá mezera.