Druhy vad při svařování kovů

Svařování patří mezi často používané technologie, pomocí kterých se spojují kovové konstrukční prvky a vyrábí se různé druhy výrobků. Zejména se svařovací spoj používá při výrobě různých typů trubkových kovových výrobků. Kromě toho se tato technologie používá při výrobě všech druhů strojů a mechanismů – překládací zařízení, hydraulické nádrže, vozidla a mnoho dalšího.
Téměř vždy je kvalita a spolehlivost svaru rozhodující pro výkon svařovaného produktu. V různých fázích procesu však mohou nastat různé vady, které tyto parametry snižují nebo dokonce vedou ke vzniku výrobních vad.
Níže se podíváme na to, jaké vady svařování existují, proč k nim dochází a jak se zjišťují.
Druhy vad svaru
Požadavky na kvalitu spojů získaných při svařování jsou stanoveny v příslušných průmyslových normách, například v GOST 5264. Všechny odchylky od norem zaznamenané v dokumentu jsou vady. Vady, které vznikají při svařování, mohou mít různé vlastnosti, podle kterých se dělí do tří velkých skupin:
- Externí/externí.
- Vnitřní.
- Přes.
Vnější a průchozí vady jsou obvykle nejpatrnější k jejich identifikaci; K identifikaci vnitřních vad ve švech lze použít speciální technické vybavení používané pracovníky kontroly kvality nebo operátory svařovacích strojů.
Za typické příklady vnějších vad svaru lze považovat jeho proměnnou šířku, různé prohlubně, vyboulení nebo prověšení, praskliny, rozstřiky kovu a další podobné vady. Tyto nedostatky jsou jasně viditelné, a proto dostaly své jméno. Totéž platí pro průchozí defekty, které procházejí celou tloušťkou švu. Obvykle znamenají porézní strukturu svarového spoje, popáleniny nebo praskliny.
Na rozdíl od vnějších se vnitřní vady nezjistí vizuální kontrolou. Častým příkladem takových skrytých vad svařování jsou tedy skryté trhliny, které, i když nejsou zvenčí viditelné, mohou vyvolat zvýšené napětí v kovu a způsobit poruchu spoje.
Kromě toho může porušení svařovací technologie vést ke vzniku nedostatečné penetrace, dutin naplněných plynem uvnitř svaru a vnitřních inkluzí cizích materiálů – oxidu nebo strusky. Všechny tyto vady výrazně snižují vlastnosti svaru, takže když jsou identifikovány, musí být odstraněny.
Příčiny vad svařování
Poruchy svarového spoje se mohou objevit z různých důvodů. Většina z nich se týká nedodržení požadavků svařovacího procesu nebo porušení podmínek pro provádění svářečských prací:
- Porucha svařovacího zařízení.
- Nesprávná volba režimu svařování.
- Použití elektrod nesprávného průměru.
- Nestabilní napájení svářečky.
- Porušení limitu rychlosti svařování.
- Špatná příprava svařovaných ploch.
To vše se zpravidla děje kvůli nedostatečné kvalifikaci svářeče. Kromě toho dochází k výskytu vad při svařování v důsledku neschopnosti vytvořit na místě nezbytné podmínky pro normální průběh procesu.
Současné normy a technické předpisy obsahují doporučení, jejichž dodržování umožňuje vyhnout se vzniku závad při provádění různých druhů svařování. Hlavním požadavkem je použití provozuschopného zařízení – za tímto účelem je před zahájením práce zkontrolována jeho funkčnost a včasné ověření.
Vliv vady na kvalitu výrobku

Mnoho vad svařování lze odstranit opracováním spoje Image by fxquadro na Freepik
V závislosti na vyráběném produktu a specifickém provozu konstrukce vyrobené pomocí svařování je stanovena kritičnost určitých vad. V souladu s tímto parametrem lze konstrukci považovat za vhodnou pro provoz se zjištěnou závadou, případně je nutno závadu nejprve opravit. Výrobek může být rovněž prohlášen za nevhodný k použití z důvodu nevratného porušení požadavků na kvalitu.
Přijetí takových rozhodnutí je významně ovlivněno konkrétním použitím výrobků, očekávaným zatížením, charakteristikami napětí kovů a dalšími faktory. Zejména může být stejná chyba považována za nevýznamnou pro některé podmínky a za kritickou pro jiné. Například nedostatečná pevnost svaru nemusí vadit při instalaci konstrukce v interiéru, zatímco venku může být stejná konstrukce zničena silným větrem.
Výrobci produktů a technologové rozdělují vady svařování na kritické, významné a drobné. V souladu s tímto rozdělením se provádí výběr technických prostředků pro jejich identifikaci – pokud použití drahého zařízení k detekci přijatelných závad není ekonomicky proveditelné, pak v případě kritických závad je zcela oprávněné.
Metody zjišťování vad při svařování
Případné svarové spoje podléhají povinné kontrole, zda zákazník výrobku splňuje pevnostní vlastnosti výrobku s uvedenými požadavky.
Většina zjištěných vad svařování přispívá ke snížení hustoty materiálu, který tvoří šev. V důsledku toho může mít spojení menší odolnost vůči namáhání. Identifikace těchto nedostatků se provádí různými způsoby:
- Vizuální kontrola připojení je počátečním a povinným typem kontroly, která umožňuje identifikovat nejnápadnější závady.
- Detekce vad vedení – tato technika je založena na schopnosti materiálu změnit svou barvu při testování s různými látkami, zejména petrolejem.
- Magnetická testovací metoda – tato technologie využívá vlastnosti magnetických vln procházejících materiálem ke změně jeho konfigurace při výskytu defektů.
- Ultrazvukové vyšetření – stejně přesně lze přítomnost vad uvnitř materiálu detekovat zkreslením ultrazvukových vln.
- Fluoroskopie – skenování svarového švu rentgenovými paprsky umožňuje získat obraz, ve kterém můžete rozlišit všechny vnitřní vady.
Uvedené metody kontroly kvality svaru patří do skupiny nedestruktivních. Ve výrobě se často používá ne jeden, ale dva nebo více typů vyšetření, což dává více záruk odhalení vad.
- Trubky s obdélníkovým profilem od dodavatele hadronového urychlovače?
- Elektricky svařovaná ocelová trubka
- Plech válcovaný za tepla
- Plech válcovaný za studena
- Ocelový šestiúhelník
- Velkoobchod s armaturami A500s
- Velkoobchodní prodej ocelových trubek
- Velkoobchod válcovaného kovu
- Kde koupit pozinkované plechy?
- Kupte si elektrody
- I-paprsek
- ocelový roh
- Nízkolegované ocelové plechy
- Bezešvé ocelové trubky
- Velkoobchod s armaturami A1
- Velkoobchod s armaturami A3
- ocelový drát
- Ocelová čtyřhranná trubka
- Kupte si vlnité plechy
- Kování v Moskvě
- Pozinkovaný plech 0.5 mm
- Pozinkovaný plech 0.7 mm
- Pozinkovaný plech 1 mm
- Typy a vlastnosti nůžkových zvedáků
- Rozsah použití zvedacích stolů
- Design nůžkového zvedacího stolu
- Jak se liší nůžkové zvedací stoly od jiných typů zvedáků?
- Jak se vyrábějí zvedací stoly
- Opravy a údržba zvedacích stolů
- Typy venkovních osvětlovacích stožárů: přírubové a sloupkové
- Jak se vyrábí osvětlovací stožáry
- Ochranné nátěry na sloupy osvětlení
- Osvětlovací stožáry: ocelové nebo železobetonové?
- Antivandalové osvětlovací stožáry
- Osvětlovací stožáry pro parky
- Podpěry pro osvětlení vozovky
- Víceramenné podpěry osvětlení
- Výroba nerezových schodišť
- Zapuštěné části základů
- Ocel od různých výrobců: co z ní vyrábíme
- Třídy oceli, které používáme ve válcovaných kovových výrobcích
- Nakládací můstky a vodítka kol jsou dva atributy velkých předávacích bodů
- Doky: typy a vlastnosti
- Zvedací stoly na míru
- GOST 16523: jaký je rozdíl mezi vydáním dokumentu z roku 1970, 1989 a 1997
- Prvky urbanistického zlepšení
- Nerezové zábradlí
- Opláštění stavebních konstrukcí nerezovou ocelí
- Kovové konstrukce pro svoz odpadu: odpadkové koše a koše
- Kovové zastávky MHD
K defektům svarů může dojít v důsledku různých situací, například když je svařovací proud příliš vysoký nebo příliš nízký.
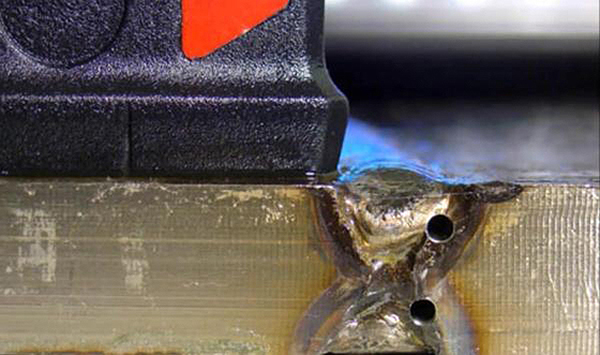
Spojování kovových částí svařováním je složitý fyzikální a chemický proces, kde samotný kov, atmosférické plyny a produkty spalování elektrod interagují při vysokých teplotách. Každá součást se podílí na celkovém výsledku svařovacího procesu. Některé vlivy vedou k nekvalitnímu svařování, vznikají tzv. vady svaru. Mohou se tvořit v důsledku různých situací, například s příliš velkým nebo příliš malým svařovacím proudem, vysokou vlhkostí nebo přítomností znečištění ve svařovací zóně. Existuje určitá klasifikace vad a důvody jejich výskytu, jejichž obecný přehled bude uveden v tomto článku. Dozvíte se také, jak závady odstranit a v jakých případech je to možné.
Klasifikace vad ve svarových spojích
Většina vad svaru vzniká při porušení technologie svařování. Pouze v některých případech jsou vady způsobeny nepředvídatelnými situacemi. Při tavném svařování mají velký význam: předběžná příprava a montáž spoje; režim tepelného zpracování; správný výběr materiálů ke svařování; kvalita zařízení a spotřebního materiálu.
Vady jsou klasifikovány podle různých kritérií – velikost, tvar, umístění v linii švu, stupeň nebezpečí vzhledem k možnosti destrukce spoje. Regulační vady jsou klasifikovány podle mezinárodního dokumentu „Klasifikace, označení a definice. Vady ve spojování kovů při tavném svařování.“ Všechny požadavky kolekce jsou shromážděny v GOST 30242-97.
Podle tohoto dokumentu jsou všechny vady ve svarových spojích rozděleny do 6 hlavních skupin: trhliny; porušení tvaru švu; dutiny, krátery a mušle; nespojené okraje a nedovařené oblasti; přítomnost pevných vměstků a vměstků; ostatní vady nezařazené do prvních 5 skupin.
Každá z vad má své digitální označení, které se při kontrole umístí do oblasti svaru. Podle mezinárodní klasifikace mohou být vady svarů označeny také písmeny. V každém případě se však definice vad podle ruské a mezinárodní klasifikace shodují ve svých hlavních charakteristikách.
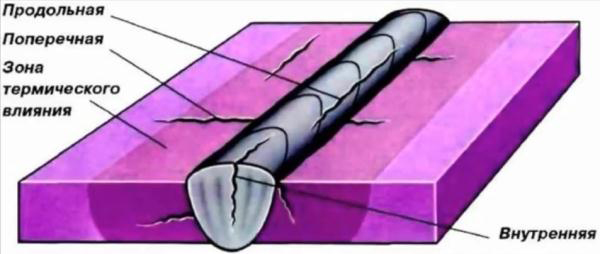
Trhliny
K takovým porušením dochází jak v samotném švu, tak v blízké oblasti. Mohou být způsobeny nerovnoměrným ochlazováním kovu nebo působením zátěže až do úplného ochlazení. Trhliny jsou příčné, radiální a podélné, označené 102, Eb, 103, E a 101 Ea. Existuje několik dalších typů trhlin, včetně těch, které jsou detekovány pouze mikroskopickým vyšetřením (mikrotrhliny 1001).
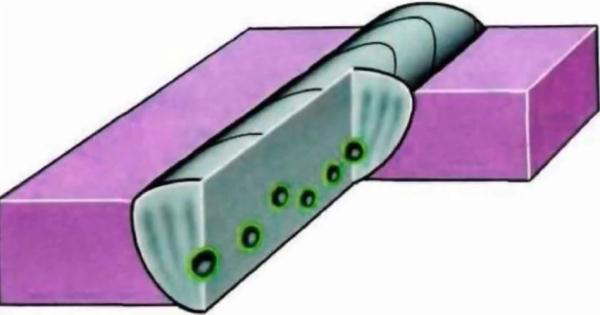
Dutiny
Vzniká nahromaděním plynů v roztaveném kovu. Dutiny mohou být buď kulovité nebo beztvaré. V každém případě však vedou ke snížení síly spojení. Dutiny jsou umístěny chaoticky, v řetězci, ve shluku, rovnoměrně. Jsou označeny čísly 2012, 2013 atd. Otevřené dutiny vzniklé expandujícím plynem, který opustil šev a odešel do atmosféry, se nazývají píštěle. Propady a krátery se tvoří v oblasti dutin a píštělí, když kov ještě nevychladl a vnitřní tlak plynu klesl pod kritickou hodnotu. Jak kov chladne, smršťuje se a zdá se, že spadne do švu.
Pevné inkluze
Obecný index pevných vměstků je 300. Takovými vadami ve svarových spojích jsou částice strusky, kovů nebo nekovů, které zůstávají v oblasti svaru a jsou zataveny do kovu, ale netvoří s ním jeden celek. Takovými vměstky mohou být tavidla, částice wolframu, mědi, oxidy, které se z toho či onoho důvodu ocitnou ve svaru.
Nefúze
Oblasti svaru, ve kterých jsou mezi kovem a švem, uvnitř švu nebo podél bočních a kořenových částí zóny, kde se kov dostatečně neroztavil a nespojil se do koherentní struktury. K tomuto jevu dochází v důsledku příliš rychlého pohybu elektrody nebo nedostatečného svařovacího proudu. Vady jsou označeny indexem 400. Typ nedostatků je nedostatek fúze – oblasti švu, kde se kov neroztavil natolik, aby pronikl do kořenové části švu a vyplnil celou mezeru mezi díly.
Nepravidelnosti tvaru švu
Takových závad je několik desítek. Nejběžnější: podříznutí; lineární a úhlové posuvy; kapky; popáleniny; nestejná šířka; porušení profilu. Při detekci chyb jsou taková porušení označena čísly od 500.
Устранние дефектов
V mnoha případech lze eliminovat porušení integrity švu zjištěná při detekci vad. Vnější vady, tedy ty, které lze vidět vizuálně, bez použití speciálního vybavení. Vnitřní – viditelné při použití skiaskopického přístroje nebo mechanického zpracování, při kterém je odstraněna část usazeného kovu. Vady se objevují i při ultrazvukovém vyšetření.

Odstranění vad je ve většině případů možné, kromě vyhoření, kdy je poškozena struktura kovu. Často, aby se odstranily následky neúspěšného procesu svařování, je část švu mechanicky odstraněna a svařování je provedeno znovu. Téměř všechny závady lze odstranit, pokud je to technicky možné a proces je ekonomicky opodstatněný. V některých případech je lepší součást odmítnout a přetavit, než ztrácet čas opravou svaru. Vady svařování na legovaných ocelích jsou eliminovány až po temperování dílů – speciální proces tepelného zpracování při teplotách 450-650 °C. Bez této fáze přípravy může odstranění vad vést k ještě většímu narušení celistvosti spoje a vzniku vnitřních pnutí v kovu.
Detekce chyb
Tento pojem definuje sled akcí zaměřených na zjištění vad svarových spojů, které mohou vést k netěsnosti, destrukci konstrukcí nebo jejich částečné deformaci. Detekce vad svarů se provádí různými metodami, které v žádném případě nenarušují integritu švu a samotného kovu. Počáteční fází je vizuální a měřicí kontrola. Odhaluje téměř všechny vnější a řadu vnitřních defektů – porušení geometrie, nedostatek fúze, popáleniny, praskliny, prověšení. Často je pro podrobnou vizuální kontrolu nutné ošetřit povrch švu činidly – alkoholem nebo kyselinou dusičnou (malé praskliny a póry jsou viditelné).

Vnější vizuální kontrola zahrnuje i použití optických prostředků – lupy, mikroskopy, přímé a boční osvětlovací lampy. Také v tomto procesu se používají měřicí nástroje – posuvná měřítka, pravítka, sondy, šablony. S jejich pomocí se zjišťují geometrické rozměry vad a možnost jejich klasifikace na přijatelné a nepřijatelné (v závislosti na požadavcích na konkrétní výrobek). Zkouška penetrace se provádí pomocí speciálních kapalin, penetrantů. Kapalina proniká do pórů a prasklin, barví je a činí je jasně viditelnými. Povrchové vady jsou natřeny a jsou mnohem snáze rozpoznatelné. Detekce barevných vad zpravidla umožňuje vidět většinu vnějších vad, ale nelze tímto způsobem odhalit vnitřní vady.
Pro hloubkové vyšetření se používá magnetická defektoskopie, ultrazvukové a radiografické vyšetření. Tyto studie vyžadují použití složitých přístrojů, ale ve většině případů je to oprávněné, zejména u složitých a kritických zařízení. Vizuální a měřicí kontrola se zpravidla provádí na samém začátku. Všechny ostatní diagnostické metody se aplikují až po odstranění vad svařování zjištěných při kontrole a tato metoda již nepřináší výsledky.