Polarita svařování: přímá a obrácená | Článek BelAquaPlast
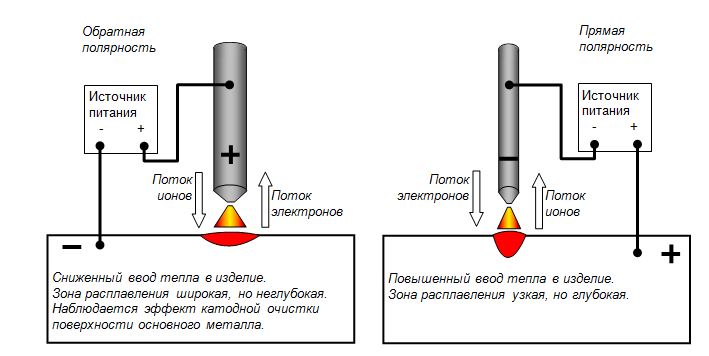
Při svařování stejnosměrným proudem se kladný kabel od stroje připojuje buď k držáku elektrody nebo hořáku, nebo ke spojce hmoty, která je upevněna ke svařovanému dílu. Pokud je na držáku „+“, polarita je obrácená. Pokud je na držáku „-“, pak je polarita rovná. Volba režimu svařování určuje vlastnosti tvorby švu, jeho kvalitu, spotřebu kovu elektrody a také hloubku průniku dílů.
Pojem polarity proudu při provádění svářečských prací
K vypálení oblouku potřebujete svářečku, která vyrábí stejnosměrný nebo střídavý proud. Zdrojem může být střídač, transformátor-konvertor, usměrňovač nebo generátorová soustrojí. Koncept polarity je použitelný pouze pro stejnosměrný proud, protože v transformátorech, které dodávají střídavý proud, se směr pohybu elektronů neustále mění.
Při svařování stejnosměrným proudem se záporně nabité částice pohybují ze svorky „–“ na svorku „+“. Směr je zachován během celého procesu svařování. V důsledku toho se hodnota proudu mírně mění, oblouk hoří rovnoměrněji, lépe se ovládá a kovové částice méně stříkají ze svarové lázně.

V závislosti na typu proudu a polaritě se na špičkách elektrod uvolňuje různé množství tepla. Při svařování s přímou polaritou (anoda na součásti) bude hloubka průniku kovu menší než při svařování s obrácenou polaritou (katoda na součásti). To lze vysvětlit tvarem sloupce oblouku: anodový bod zabírá více místa než katodový bod. Šířka svarové lázně a šířka svaru se proto při práci na rovné polaritě zvětšují.
Na moderních zařízeních jsou zásuvky pro připojení kabelů stejné. Svářeč tedy může vyměnit drát s držákem elektrody a zemnicím kabelem. U některých modelů strojů pro argonové obloukové a poloautomatické svařování se změna proudových režimů provádí přepnutím přepínače na předním panelu zařízení.
Obalené elektrody a polarita svařovacího proudu
Výrobci vždy na obalech uvádějí, pro jaké režimy je aditivum určeno. Pokud jsou svařovací elektrody určeny pro práci s uhlíkovou a nízkolegovanou ocelí, pak by se měla nejčastěji používat přímá polarita. Tenké plechy je třeba svařovat elektrodami 1,5-2 mm.
Aditivum s rutilovým povlakem lze použít za jakýchkoliv podmínek. Je lepší vařit tenké plechy umístěním „+“ na držák elektrody.

Přísada se základním nátěrem se doporučuje pro použití v aplikacích s obrácenou polaritou, včetně svařování tenkých kovů. Jedinou výjimkou je při práci s litinovými výrobky, kdy nejsou žádné speciální elektrody.
Pomocí nerezových elektrod je možné svařovat obrobky stejnosměrným proudem obrácené polarity ve všech prostorových polohách kromě vertikálních shora dolů. Pokud je tloušťka tyče větší než 4 mm, můžete pracovat pouze ve spodní poloze.
Při svařování litiny speciálními obalenými elektrodami se často volí obrácená polarita. To vám umožní vyhnout se přehřátí slitiny, která je náchylná k tvorbě horkých trhlin. Svařování se provádí nízkými proudy – do 110-120 A. Švy jsou krátké, 20-30 mm, elektroda je vedena rovně nebo s minimálními bočními vibracemi. Před vytvořením dalšího stehu byste měli počkat, dokud se předchozí neochladí alespoň na 100-120 stupňů. Kování každého švu předtím, než vychladne, pomůže snížit riziko trhlin za tepla.
Hliníkové elektrody se také používají s obrácenou polaritou. V tomto režimu se tvoří katodové naprašování, které ničí oxidový film na povrchu slitiny. Pokud budete vařit s rovnou polaritou, film zůstane na části a zabrání roztavení okrajů.
Poloautomatické svařování s různými polaritami
Při poloautomatickém svařování je nutné měnit režimy v závislosti na druhu materiálu a tloušťce obrobků. Ve výchozím nastavení je zařízení nastaveno na přímé spojení s „–“ na hořáku. Tento režim se používá pro svařování ocelových výrobků poměděným nebo nerezovým drátem. Průměr přísady nepřesahuje 1-1,2 mm, její teplo musí být soustředěno na obrobky, jinak drát rychle spálí a rozstřikuje kovové částice v různých směrech.

Pokud potřebujete pracovat s plněným drátem bez plynu, měli byste přepnout zařízení do reverzního režimu. Na rozdíl od běžného stroje, u kterého stačí prohodit konektory kabelu držáku a kostry, je u poloautomatického zařízení hořák s tlačítkem připevněn k Euro konektoru. Kabel obsahuje kanál pro přívod aditiva, napájecí kabel a tenkou hadici pro přívod oxidu uhličitého. Existují tři způsoby, jak změnit polaritu poloautomatického zařízení, záleží na modelu zařízení. U některých zařízení stačí přepnout příslušný páčkový přepínač na předním panelu. U řady modelů je potřeba prohodit konektory na spodní straně zařízení – napájecí kabel hořáku má samostatný výstup s konektorem, jako zemnící vodič, je třeba jej zasunout do jiné zásuvky. U ostatních zařízení budete muset odstranit boční panel a znovu připojit kladný a záporný kabel k odpovídajícím svorkám.
Tig svařování, změna polarity
Při práci na strojích TIG se nejčastěji „mínus“ přibližuje hořáku wolframovou elektrodou. Takto se vaří slitiny mědi, nerezové oceli a titanu o tloušťce 3-4 mm.
Pokud se pracuje s tenkým plechem, lze obrobek snadno spálit přímou polaritou. Kovová konstrukce bude také deformována silným zahřátím. Proto pro připojení tenkých plechů je režim přepnut na „reverse“, „plus“ je aplikován na držák.
Výhody obrácené polarity při svařování TIG:
- minimální zahřívání svařovaných výrobků;
- snížení vyhoření legujících prvků;
- snížení pravděpodobnosti deformace v důsledku zahřívání;
- přísada z hrotu wolframu vstupuje do svarové lázně ve formě velkých kapek;
- je dovoleno pracovat s plechy o průřezu 1-3 mm bez popálení;
- vytvoří se široký šev, ale ne hluboký.

Při výběru svařovacího stroje pro ruční, poloautomatické nebo argonové obloukové svařování je třeba dbát na pohodlí přepínání mezi různými provozními režimy zařízení. Moderní střídače mají na předním panelu displej, který zobrazuje aktuální kabelové připojení: „DC+“ – (přímá polarita), „DC-“ – reverzní. Přepínání režimů se provádí přesunutím páčkového přepínače do příslušné polohy.

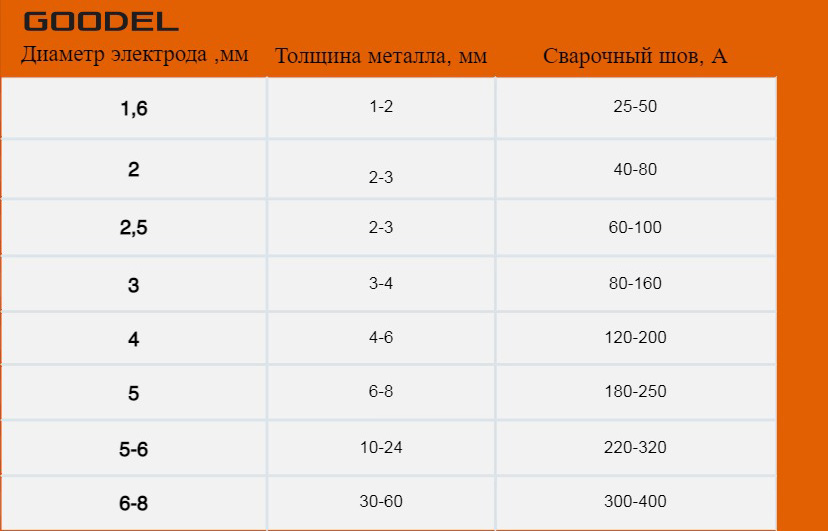
Správné nastavení síly proudu je jednou z nejdůležitějších zásad svařování. Na tom závisí kvalita a vzhled svaru. Pro výběr potřebných parametrů se musíte spolehnout na průměr elektrody a její značku, základní kov, který budete svařovat, vícevrstvé svařování, požadovanou polaritu a typ proudu.
V tomto článku se podíváme na otázku jak nastavit proud při svařování elektrodami, volba typu proudu: střídavý nebo stejnosměrný, přímá nebo obrácená polarita. Nastavení síly proudu v závislosti na značce a průměru elektrody a tloušťce svařovaného kovu. Zvážíme také některé oblíbené značky materiálů.
Další užitečné věci:
Proč je to tak důležité?
Nesprávný výběr parametrů pro nastavení svařovacího proudu vám nikdy nezajistí dobrý a trvalý výsledek svařování. Pokud je tedy například svařovací proud příliš nízký, povede to k nestabilnímu hoření oblouku, vzniku nesvařovaných oblastí, svařovací proces bude neustále přerušován a v důsledku toho svářeč získá nekvalitní spojení. Pokud jsou parametry naopak příliš vysoké, povede to k přehřátí nebo vyhoření v zóně svařování a také k intenzivnímu rozstřiku.
Jaký proud je potřeba pro svařování elektrodou?
Než začnete pracovat se svařováním, rozhodněte se, jaké elektrody potřebujete, jakou značku a jaký průměr. Značka elektrody se vybírá podle principu – složení elektrod musí odpovídat typu kovu. Průměr se volí na základě velikosti mezery v kovu, která byla před svařováním, a tloušťky svařovaného kovu. Když jste se rozhodli pro spotřební materiál, můžete si přečíst na obalu nebo na webu výrobce, jaká síla proudu je pro tuto konkrétní značku a průměr elektrod vyžadována. Pokud to není možné, můžete použít přibližné parametry na základě průměru tyče. Například, Elektrody o průměru 2 mm fungují nejlépe při intenzitě proudu 30 až 80 ampér. Široké rozpětí hodnot závisí na kovu a zvolené prostorové poloze. Pro elektrody o průměru 3 mm, proud by měl být v rozmezí od 65 do 130 ampér. Rozpětí je poměrně velké, proto vám doporučujeme vyzkoušet tyto elektrody na průměrné hodnotě 80-90 A před zahájením práce a upravit indikátory v závislosti na výsledku. Při práci s tyčí o průměru 4 mm, průměrná proudová síla je od 110 do 200 ampér. Jedná se o některé z nejuniverzálnějších elektrod, které lze použít na velké i malé švy, takže vědět, jak s nimi pracovat, je velmi užitečná dovednost, kterou lze zvládnout pouze zkušeností. Chcete-li rychle zjistit požadované napětí pro jiné průměry elektrod, můžete si uložit pohodlnou a univerzální tabulku:
- I – proud v ampérech (A)
- D – průměr elektrody v milimetrech (mm)
А pro elektrody o průměru 4-8 mm se používá vzorec I = (20 + 6d)*d se stejnými notacemi. A přesto i pomocí vzorce získáte pouze přibližné ukazatele a budou muset být v procesu upraveny.
Kromě toho je proud používaný při svařování ovlivněn několika dalšími faktory, které je také třeba vzít v úvahu.
Elektrody můžete zakoupit v našem obchodě

Pro nákup elektrod v oficiálním obchodě GOODEL postupujte podle níže uvedených odkazů:
AC a DC proud
Pro práci s ručním obloukovým svařováním je důležité věnovat pozornost tomu, s jakým proudem pracují elektrody, které potřebujete. Mohou se týkat střídavý proud a vhodné pro jakoukoli práci, včetně práce se stejnosměrným proudem. Nebo být určen pouze pro постоянного тока.
Je důležité pochopit, že univerzální elektrody jsou často o něco méně spolehlivé, i když se snáze používají, a jsou vhodné pouze pro nekritické konstrukce.
Elektrody pro svařování střídavým proudem (univerzální):
- Značka elektrod ANO-21 určený pro svařování běžných konstrukcí vyrobených z uhlíkových ocelí: v souladu s GOST 380. Mezi výhody třídy patří: snadné buzení, stabilní a měkké hoření oblouku, nepatrné rozstřikování, malé množství a snadné oddělení struskové krusty.
- MP-3 – elektrody s rutilovým povlakem. Mezi výhody patří snadné zapálení a opětovné zapálení svařovacího oblouku, dobrá tvorba svarů, jemně odlupované švy, snadné oddělení struskové krusty, střední a krátká délka oblouku.
- Značka elektrod GOODEL-OK46 jeden z nejoblíbenějších na trhu. Dobře fungují ve všech prostorových polohách s krátkým obloukem. Svařování se střední délkou oblouku je povoleno. Zajistěte vysoce kvalitní švy, včetně svařování ve svislé poloze. Jako zdroje energie lze použít transformátory, usměrňovače a střídače.
Elektrody pro stejnosměrné svařování:
- SSSI 13/55 – univerzální elektrody pro práci na kritických strukturách. Jejich velkou výhodou je, že: poskytují vynikající ochranu svarové lázně, mají stabilní technické vlastnosti a svarový kov je odolný vůči nízkým teplotám a střídavému zatížení.
- Elektrody OZL-6 – jedná se o elektrody se základním povlakem, určené pro svařování konstrukcí ze žáruvzdorných ocelí jakosti 10H23N18, 20H23N13, 20H23N18 atd., pracujících při teplotách do 1000 °C.
- Elektrody TsL-11 určeno pro svařování konstrukcí z korozivzdorných chromniklových ocelí těchto jakostí: 12H18N10Т, 12H18N10, 09H18N12Б a podobně, pracující v agresivním prostředí. Při použití těchto elektrod na nerezové oceli se svarový kov vyznačuje vysokou odolností proti mezikrystalové korozi.

Přední a obrácená polarita pro obloukové svařování
Polarita závisí na konkrétní možnosti připojení zařízení, téměř všechna zařízení podle tohoto kritéria jsou univerzální, protože Pro přepólování stačí přemístit svorky podle schématu.
Jaké jsou rozdíly mezi dopřednou a obrácenou polaritou?
Rovná polarita je vhodnější pro případy, kdy je nutné spojit dva silné díly a švy musí být hluboké. Spojení přímá polarita vede k tvorbě katodových a anodových skvrn během provozu. Teplejší z nich (anoda) se objeví na obrobku: k němu je připojen kladný pól. Kvůli tomu se kov zahřívá (a tedy taje) do větší hloubky. To umožňuje pracovat s hliníkem, litinou a dalšími díly ze složitých slitin.
Opačná polarita se používají pro opačné případy, kdy je nutné pracovat s tenkými a nízkotavitelnými kovy, protože anodická, žhavější, skvrna se může vytvořit pouze na spotřebním materiálu, což znamená, že se k produktu dostane výrazně méně tepla, které se silněji šíří po povrch kovu a vytváří širší, ale méně hlubokou penetrační zónu.
V závislosti na cílech a materiálech svářeč zvolí jednu nebo druhou možnost polarity na invertoru. Mladí specialisté, kteří nemají prostudovanou teoretickou část, se často setkávají s problémy při práci s kovy malé nebo velké tloušťky. Proto je velmi důležité pečlivě prostudovat technickou dokumentaci dodanou s měničem. A teprve poté můžete začít s praktickou částí.
Závěr
Jaký proud je třeba nastavit při ručním obloukovém svařování závisí na několika kritériích, která zase závisí na specifikách konkrétní práce a požadovaném výsledku. Chcete-li nastavit aktuální sílu, musíte věnovat pozornost průměr elektrody a tloušťka svařovaného kovu. Abyste pochopili, na jakém typu proudu pracovat, musíte vědět značka elektrod. Nastavení polarity závisí na základním kovu, který budete svařovat.
Všechny tyto nuance jsou snadno pochopitelné, když má svářeč rozsáhlé zkušenosti. Ale pokud tam není, pak studiem pravidel použití nebo použitím předběžných testů vybraných parametrů můžete dosáhnout požadovaného výsledku. Hlavní je v tom praxe. O tom, jak vybrat elektrody pro svařování, si můžete přečíst zde.
Přihlaste se, máme zájem:
Sdílet s přáteli: