Dekódování elektrod
A tak si promluvme o tom, jak můžete dešifrovat značky různých typů elektrod.
Nejprve musíte věnovat pozornost jeho GOST, což je zkratka pro slovo „Státní standard“. Jako příklad si vezměme jednu ze značek elektrod a zvažme ji podrobněji. Dále napíšu vše, jak má být. Naše experimentální elektroda se bude lidově nazývat „modrá“, ale ve skutečnosti se tomu tak říká. E46-LEZMR-3S.

Elektrody se vyrábějí pro různé druhy svařování, respektive kovů, a jsou různě označeny. A tak si můžeme vybrat elektrody a značky, abychom přesně určili, co potřebujeme. Nejprve trocha teorie. Značky lze rozdělit do několika kategorií. K řezání, k navařování, ke svařování neželezných kovů atd. Ale o tom se dá mluvit ještě dlouho. Dále lze elektrody rozdělit podle GOST, podle typu a tak dále. No, všechno je v pořádku. A tak existuje značka, pojďme ji dešifrovat.

- Typ elektrody je označen oranžově.
- Ve žluté barvě je to značka elektrody.
- Zelený je průměr elektrody (pokud se vyrábí více průměrů stejné značky, je napsáno na jiném místě).
- V červeném čtverci máme účel a tloušťku povlaku elektrody.
- Černý znak znamená, že se jedná o index.
- Samotný index je v grafitové barvě. (o indexech můžete psát samostatně)
- V modré barvě se jedná o typ povlaku.
- V růžovém čtverci jsou dvě různé hodnoty svařovací polohy a doporučený proud.
Nyní rozebereme to, co jsme napsali výše.
Typ elektrody.
- E – Elektroda.
- 46 – Dočasná pevnost v tahu kgf/mm 2, jinými slovy, jaké zatížení snese tato elektroda po svařování, konkrétně 46 kilogramů na čtvereční milimetr. kgf je kilogram síly. mm2 – čtverec 1mm -1mm – 1mm. Myslím, že zde je vše jasné. Jdeme dál.
Značka elektrody.
- Známka obsahuje krátký název závodu výrobce – Losinoostrovsky Electrode Plant a samotnou značku MR-3S.
Průměr elektrody.
- Pokud není uveden průměr, ale pouze ikona, pak je napsán na pečeti. Je zde také tabulka, jaké další průměry elektrod se vyrábí.
Účel a tloušťka povlaku.
- U – Označeno jako – Elektroda pro svařování uhlíkové a nízkolegované oceli.
- D – To znamená, že naše elektroda má silný povlak. Všechny zápisy popíšu níže.
Index elektrod.
- Ukazuje nám vlastnosti kovu pro svařování těmito elektrodami. To vše lze zobrazit podle GOST 9467-75. Pevnost v tahu, rázová houževnatost a několik dalších parametrů jsou všechny podle GOST.
A tak teď typ krytí.
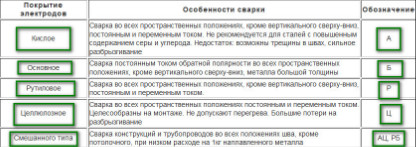
- Tato značka elektrod má dvě písmena RC a to znamená – Рzachránit a Цcelulóza. O typech potahu se samozřejmě rozepíšu více.
Pozice svařování a doporučený svařovací proud.
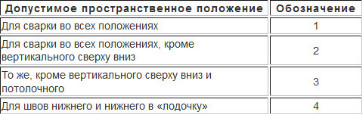
- A tak nám jednička říká, že s těmito elektrodami můžeme vařit ve všech prostorových polohách. A zdola nahoru a shora dolů, strop, svisle atd.
Nyní se na to podíváme blíže. Myslím, že s typem a značkami nejsou žádné problémy. Zajímá nás, co všechna tato písmena a čísla znamenají.
Určení elektrod
Označení elektrod podle tloušťky povlaku.
- M – Tenký povlak
- C – Střední pokrytí
- D – Silný povlak
- G – Se zvláště silnou vrstvou.
Typy krytí.
Symboly polohy svařování.
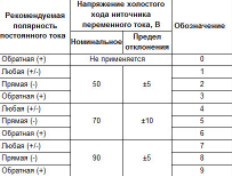
Doporučený svařovací proud.
No, myslím, že to je vše. V této fázi můžete určit alespoň proč a jaké kovy lze s nimi vařit.
- Svařování trubek
- Klasifikace elektrod
- Elektrody podle značky
- Pro různé oceli
- Pro svařování na rzi
Struktura symbolu elektrody podle GOST 9466-75 „Obalené elektrody pro ruční obloukové svařování a navařování. Klasifikace a všeobecné technické podmínky“ se skládá z 11 symbolů ve tvaru zlomku:

V číslici – pasové údaje:
TYP ELEKTRODY
Pro svařování uhlíkové a nízkolegované ocelia legované se zvýšenou a vysokou pevností se označení skládá z:
- index Э — elektroda pro ruční obloukové svařování a navařování;
- čísla za indexem udávající hodnotu pevnosti v tahu v kgf/mm 2;
- index А, což naznačuje, že svarový kov má zvýšené vlastnosti tažnosti a rázové houževnatosti.
Pro svařování žáruvzdorné, vysoce legované oceli a pro navařování označení se skládá z:
- index Э — elektroda pro ruční obloukové svařování a navařování;
- pomlčka (pomlčka);
- číslo následující za indexem udávající průměrný obsah uhlíku v setinách procenta;
- písmena a čísla udávající procento chemických prvků.
Pořadí uspořádání písmenných označení chemických prvků je určeno snížením průměrného obsahu odpovídajících prvků v uloženém kovu. Pokud je průměrný obsah hlavního chemického prvku nižší než 1,5 %, číslo za písmenným označením chemického prvku se neuvádí. Pokud je průměrný obsah křemíku v naneseném kovu do 0,8 % a manganu do 1,0 %, písmena C a G se nepřipojují.

Pro svařování uhlíkových a nízkolegovaných ocelí s pevností v tahu do 490 MPa (50 kgf/mm 2) se používá 7 typů elektrod: E 38; E 42; E 46; E 50; E 42A; E 46A; E 50A.
Pro svařování uhlíkových a nízkolegovaných ocelí s pevností v tahu od 490 MPa (50 kgf/mm 2 ) do 588 MPa (60 kgf/mm 2 ) se používají 2 typy elektrod: E 55; E 60.
Pro svařování legovaných ocelí se zvýšenou a vysokou pevností s pevností v tahu nad 588 MPa (60 kgf/mm 2) se používá 5 typů elektrod: E 70; E 85; E100; E 125; E 150.
Pro svařování žáruvzdorných ocelí – 9 typů: Э-09М; Э-09МХ; Э-09X1М; Э-05Х2М; Э-09Х2М1; Э-09Х1МФ; Э-10Х1МНБФ; Э-10ХЗМ1БФ; Э-10Х5МФ.
Pro svařování vysoce legovaných ocelí se speciálními vlastnostmi – 49 typů: Э-12Х13; Э-06Х13Н; Э-10Х17Т; Э-12Х11НМФ; Э-12Х11НВМФ a další.
Pro nanášení povrchových vrstev se speciálními vlastnostmi – 44 typů: Э-10Г2; Э-10ГЗ; Э-12Г4: Э-15Г5: Э-16Г2ХМ: Э-30Г2ХМ a další.
ZNAČKA ELEKTRODY
Každý typ elektrody může odpovídat jedné nebo více značkám.
PRŮMĚR ELEKTRODY, mm
Průměr elektrody odpovídá průměru kovové tyče.
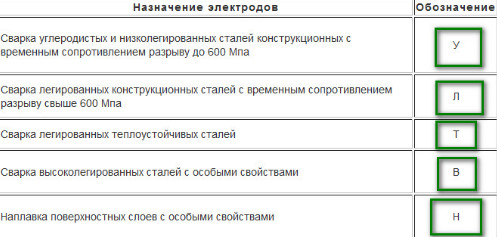
ÚČEL ELEKTRODY
Pro svařování uhlíkových a nízkolegovaných ocelí s pevností v tahu do 588 MPa (60 kgf/mm 2) – značeno písm. У;
Pro svařování legovaných konstrukčních ocelí s pevností v tahu nad 588 MPa (60 kgf/mm 2) – označeno písm. Л;
Pro svařování žáruvzdorných ocelí – označeno písmenem Т;
Pro svařování vysokolegovaných ocelí se speciálními vlastnostmi – označeno písmenem В;
Pro nanášení povrchových vrstev se speciálními vlastnostmi – písm Н.
POMĚR TLOUŠŤKY POVLAKU
V závislosti na poměru průměru povlaku elektrody D k průměru tyče elektrody d se elektrody dělí do následujících skupin:
- s tenkým povlakem (D / d ≤ 1,2) – označeno písmenem М;
- se středním krytím (1,2 C;
- se silným povlakem (1,45 D;
- s extra silnou vrstvou (D/d > 1,8) — Г.
Jmenovatel obsahuje kódované označení (kód):
dopis Е – mezinárodní označení tavné obalené elektrody
SKUPINA INDEXŮ OZNAČUJÍCÍCH CHARAKTERISTIKY SVAROVÉHO KOVU NEBO SVAROVÉHO KOVU
6.1. Pro elektrody používané pro svařování uhlíkových a nízkolegovaných ocelí s pevností v tahu do 588 MPa (60 kgf/mm 2)

6.2. V označení elektrod pro svařování legovaných ocelí s pevností v tahu nad 588 MPa (60 kgf/mm 2 ) odpovídá první index dvoumístného čísla průměrnému obsahu uhlíku ve svaru v setinách procenta; následující indexy písmen a čísel ukazují procento prvků ve svarovém kovu; poslední digitální index, označený pomlčkou, charakterizuje minimální teplotu °C, při které je rázová houževnatost svarového kovu alespoň 34 J/cm2 (35 kgf? m/cm2).

Příklad: E-12X2G2-3 znamená 0,12 % uhlíku, 2 % chrómu, 2 % manganu ve svarovém kovu a při -20 °C má rázovou houževnatost 34 J/cm2 (3,5 kgf? m/cm2).
6.3. Symbol pro elektrody pro svařování žáruvzdorných ocelí obsahuje dva indexy:
- první označuje minimální teplotu, při které je rázová houževnatost svarového kovu alespoň 34 J/cm2 (3,5 kgf? m/cm2);
- druhý index — maximální teplota, při které je regulována dlouhodobá pevnost svarového kovu.

6.4. Elektrody pro svařování vysoce legovaných ocelí jsou kódovány skupinou indexů skládajících se ze tří nebo čtyř číslic:
- první index charakterizuje odolnost svarového kovu vůči mezikrystalové korozi;
- druhý udává maximální provozní teplotu, při které je regulována dlouhodobá pevnost svarového kovu (tepelná odolnost);
- třetí index udává maximální provozní teplotu svarových spojů, do které je povoleno použití elektrod při svařování žáruvzdorných ocelí;
- čtvrtý index udává obsah feritové fáze ve svarovém kovu.

6.5. Symbol pro elektrody pro nanášení povrchových vrstev se skládá ze dvou částí:
první index udává průměrnou tvrdost naneseného kovu a vyjadřuje se jako zlomek:
- v čitateli – tvrdost podle Vickerse;
- ve jmenovateli – podle Rockwella.
druhý index označuje, že tvrdost naneseného kovu je zajištěna:
- bez tepelného zpracování po navařování -1;
- po tepelné úpravě – 2.
Index
Index
podle Vickerse
podle Rockwella
podle Vickerse
podle Rockwella