Výpočet řezného režimu při frézování
Frézování je oblíbená metoda obrábění široce používaná v průmyslu, která dává materiálům požadované tvary a přesné rozměry. Pro zajištění vysoké kvality zpracování a úspory času je důležité zvolit správný režim řezání. Režimy závisí na několika klíčových parametrech: otáčky vřetena, rychlost posuvu, hloubka frézování a další charakteristiky. V tomto článku se podrobně podíváme na to, jak se na strojích počítají řezné režimy, jaké vzorce a referenční údaje se používají, a také poskytneme tabulky pro usnadnění výpočtu.
Základní parametry pro nastavení řezných režimů:
- Otáčky vřetena (n) — určuje počet otáček vřetena za minutu a ovlivňuje rychlost otáčení frézy.
- Rychlost řezání (V) – ukazuje, jak daleko urazí bod na břitu frézy za jednu minutu.
- Rychlost posuvu (S) — představuje rychlost pohybu frézy vzhledem k opracovávanému povrchu.
- Hloubka frézování — tloušťka vrstvy materiálu odebraného při jednom průchodu.
Vzorec pro výpočet otáček vřetena (n)
Vzorec pro výpočet je následující:
- n — otáčky vřetena (ot./min),
- V – řezná rychlost (m/min),
- D – průměr řezné části nástroje (mm),
- π je číslo Pi (3.14).
Příklad výpočtu: Řekněme, že použijeme frézu o průměru 10 mm a materiál vyžaduje řeznou rychlost 150 m/min. Dosazením hodnot do vzorce:
Doporučení pro řeznou rychlost (V)
Vzorec pro výpočet je následující:
- n — otáčky vřetena (ot./min),
- V – řezná rychlost (m/min),
- D – průměr řezné části nástroje (mm),
- π je číslo Pi (3.14).
Výpočet rychlosti posuvu (S)
Rychlost posuvu je významným ukazatelem, který ovlivňuje kvalitu a přesnost zpracování. K jeho výpočtu se používá následující vzorec:
S = fz * z * n
- S – rychlost posuvu (mm/min),
- fz— posuv na zub frézy (mm),
- z — počet zubů frézy,
- n— otáčky vřetena (ot/min).
Příklad výpočtu: Pokud má fréza posuv na zub fz=0.05 mm, počet zubů z=4 a otáčky vřetena jsou 4775 ot/min, pak:
S = 0.05 x 4 x 4775 = 955 mm/min
Hloubka frézování v jednom průchodu
Hloubka frézování závisí na parametrech jako je tuhost stroje, řezná délka nástroje a vlastnosti zpracovávaného materiálu. Optimální hodnoty jsou vybírány experimentálně: začínají s malou hloubkou a postupně ji zvyšují, dokud se neobjeví vibrace nebo zhoršení kvality zpracování. Pokud se objeví vibrace nebo se sníží kvalita řezu, doporučuje se snížit hloubku a snížit rychlost posuvu.
Režimy řezání pro různé materiály:
| Materiál | Řezná rychlost (V), m/min | Posuv na zub (f_z), mm | Hloubka frézování, mm |
|---|---|---|---|
| Uhlíková ocel | 120 | 0.04-0.08 | 1 – 3 |
| nerez | 100 | 0.03 – 0.06 | 0.5 – 2 |
| Hliník | 300 | 0.1 – 0.2 | 2 – 5 |
| Mosaz | 200 | 0.05 – 0.1 | 1 – 3 |
| Litina | 80 | 0.03 – 0.05 | 1 – 3 |
Správný výpočet řezného režimu při frézování umožňuje optimalizovat proces, zlepšit kvalitu zpracování a prodloužit životnost nástroje. Zohlednění všeho od rychlosti otáčení až po výběr frézy pomáhá snížit pravděpodobnost chyb a zvýšit produktivitu.
D – Průměr řezné části pracovního nástroje, mm
π – číslo pí, 3.14
V – řezná rychlost (m/min) – vzdálenost, kterou urazí bod (hrana) řezné hrany frézy za minutu.
Řezná rychlost (V) je převzata z referenčních tabulek (viz níže).
Vezměte prosím na vědomí, že rychlost posuvu (S) a řezná rychlost (V) nejsou totéž.
Při výpočtu může být u fréz s malým průměrem hodnota rychlosti otáčení vřetena větší než počet otáček, které je vřeteno schopno poskytnout. V tomto případě jsou základem pro další výpočty hodnoty (n) skutečné maximální otáčky vřetena.
Rychlost posuvu (S) – rychlost pohybu řezného nástroje (osa X/Y), vypočtená podle vzorce:

fz – posuv na zub frézy (mm)
z – počet zubů frézy
n – otáčky vřetena (ot./min)
Posuv na zub je převzat z referenčních tabulek pro zpracování určitých materiálů.
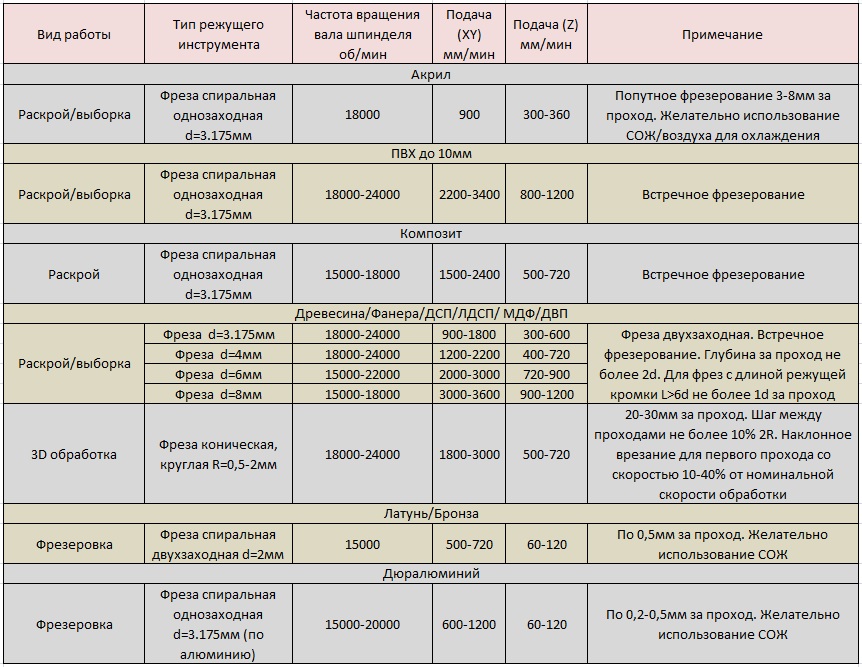
Tabulka pro výpočet řezných podmínek:

Po teoretických výpočtech pomocí vzorců je nutné upravit hodnotu rychlosti posuvu. Je třeba vzít v úvahu tuhost stroje. U strojů s vysokou tuhostí a mechanickou kvalitou se hodnoty rychlosti posuvu volí blíže k maximálním vypočteným. U strojů s nízkou tuhostí by měly být zvoleny nižší rychlosti posuvu.
Hloubka frézování na průchod (osa Z) závisí na tuhosti frézy, délce břitu a tuhosti stroje. Vybírá se experimentálně, při pozorování chodu stroje, postupným zvyšováním hloubky řezu. Pokud se během provozu vyskytnou cizí vibrace a výsledný řez je nekvalitní, je třeba snížit hloubku na jeden průchod a upravit rychlost posuvu.
Rychlost zanořování (osa Z) Měla by být zvolena přibližně 1/3 – 1/5 rychlosti posuvu (S).
Stručná doporučení pro výběr fréz:
Při výběru fréz je třeba vzít v úvahu následující vlastnosti:
-Průměr a pracovní délka. Geometrie frézy.
– Úhel ostření
– Počet řezných hran
-Materiál a zpracování frézy.
Pro provádění konkrétního druhu práce je nejlepší dát přednost frézám s maximálním průměrem a minimální délkou.
Krátká fréza s velkým průměrem má zvýšenou tuhost, při intenzivní práci vytváří výrazně menší vibrace a umožňuje kvalitnější úběr materiálu. Při výběru frézy s velkým průměrem byste měli vzít v úvahu mechanické vlastnosti stroje a výkon vřetena, abyste mohli získat maximální obráběcí výkon.
Pro zpracování měkkých materiálů je lepší používat frézy s ostrým úhlem ostření břitu pro tvrdé materiály tupější úhel v rozmezí 70-90 stupňů.
Plasty a měkké materiály se nejlépe opracovávají jednořeznými frézami. Dřevo a překližka – obousměrné. Železné kovy – 3x/4x vstup.
Materiál a kvalita frézy určuje životnost, kvalitu řezu a režimy. S nekvalitními frézami je v praxi obtížné dosáhnout vypočítaných posuvů.
Přibližné řezné podmínky používané v praxi.
Tato tabulka slouží pouze pro informační účely. Přesnější režimy zpracování se určují na základě kvality fréz, typu stroje atd. Vybírají se empiricky.
Užitečné odkazy:
Nové předměty:
Plotrové plotry (lopatkové, ryhovací, oscilační, tangenciální nůž)