Jak ohýbat profilovou trubku doma vlastníma rukama: video, fotografie
Otázku, jak ohýbat profilovou trubku bez použití speciálního vybavení, klade mnoho z těch, kteří plánují postavit skleník na svém pozemku. Takové konstrukce vyrobené z ohýbaných trubek nejen propouštějí výrazně více světla, ale jsou také vysoce stabilní a odolné ve srovnání s konstrukcemi vyrobenými z dřevěných bloků. Zdá se, že ohýbání vlnité trubky a vytváření klenuté konstrukce z ní není snadné, ale pokud pochopíte vlastnosti tohoto procesu, je docela možné jej efektivně provést pomocí nejjednodušších zařízení.

Domácí konstrukce vyrobené z profilových trubek se vyznačují dobrou spolehlivostí a nízkou spotřebou kovu
Jaká je obtížnost ohýbání profilů?
Podstatou ohýbání válcovaného kovu, bez ohledu na tvar jeho profilu, je to, že profilové trubky mají částečný nebo úplný ohyb. Tato technologická operace se provádí dvěma způsoby: působením na ohýbanou trubku pouze tlakem nebo dodatečným ohřevem části trubky v oblasti, kde se ohyb provádí. Při ohýbání působí na kovovou trubku současně dvě síly:
- síla stlačení (z vnitřní strany ohybu);
- tažná síla (z vnější části ohybové sekce).
Právě vliv takových vícesměrných sil způsobuje obtíže charakteristické pro proces ohýbání jakýchkoli profilových trubek.
- Segmenty materiálu trubky, který během procesu ohýbání mění svůj tvar, mohou ztratit souosost svého umístění, což vede k tomu, že jednotlivé úseky trubky budou umístěny v různých rovinách;
- Stěna vlnité trubky, která se nachází na vnější straně ohybu a je vystavena tahu, nemusí vydržet zatížení a prasknout.
- Vnitřní stěna trubky, vystavená tlaku, se může pokrýt záhyby, které připomínají zvlnění.
Technické vlastnosti profilových trubek
Pokud nezohledníte jemnosti takového technologického procesu, pak místo ohýbání profilové trubky můžete produkt jednoduše rozdrtit a nevratně jej poškodit.
Aby k tomu nedošlo, je třeba vzít v úvahu nejen vlastnosti materiálu potrubí, ale také jeho geometrické parametry – rozměry průřezu, tloušťku stěny, poloměr, do kterého musí být ohyb proveden. Znalost výše uvedeného vám umožní vybrat vhodnou technologii a správně ohýbat vlnitou trubku, aniž byste ji rozdrtili a aniž byste získali vlnitý povrch.
Nutnost zohlednit profil
Kategorie profilových trubek zahrnuje výrobky s různými tvary průřezu – kulaté, čtvercové, oválné nebo plochooválné. Navzdory této rozmanitosti se pro stavbu skleníku nebo přístřešku používají převážně obdélníkové nebo čtvercové trubky. Důvodem je skutečnost, že na jejich ploché stěny je mnohem snazší instalovat vnější krytinu.
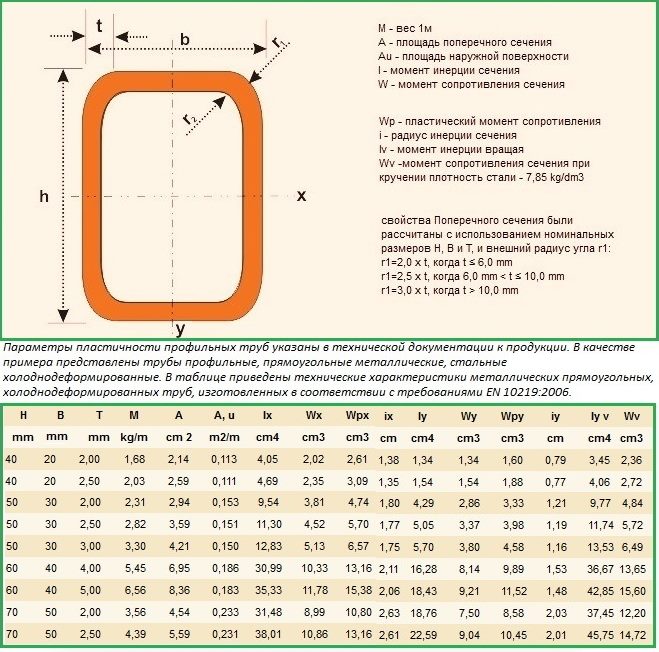
Sortiment moderních profilových trubek je velmi rozmanitý. Jejich geometrické parametry, z nichž hlavní jsou plocha průřezu a tloušťka stěny, určují plastické schopnosti výrobku. Ty se vyznačují takovým indikátorem, jako je minimální přípustný poloměr zakřivení. Právě tento parametr umožňuje určit minimální poloměr, na který lze vlnitou trubku ohnout, aby nedošlo k jejímu poškození.
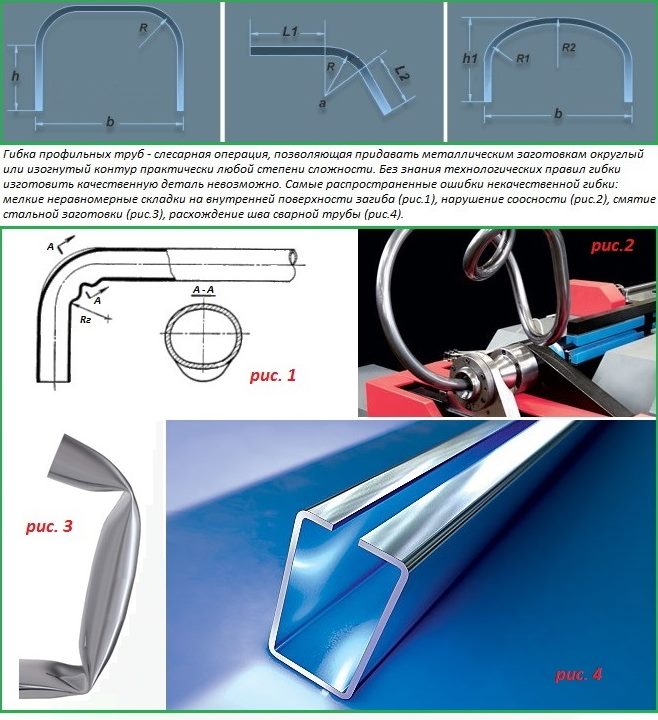
Vyvarujte se běžných chyb, které vedou k poškození obrobků
K určení takového parametru trubky se čtvercovým nebo obdélníkovým profilem jako minimálního poloměru ohybu stačí znát výšku jejího profilu. Pokud se chystáte ohýbat profilovou trubku s průřezem ve tvaru obdélníku nebo čtverce, měli byste dodržovat následující doporučení.
- Trubky, jejichž výška profilu nepřesahuje 20 mm, lze ohýbat v úsecích, jejichž délka přesahuje 2,5xh (h je výška profilu).
- Výrobky, jejichž výška profilu přesahuje 20 mm, lze úspěšně ohýbat v oblastech, jejichž délka odpovídá 3,5xh nebo více.
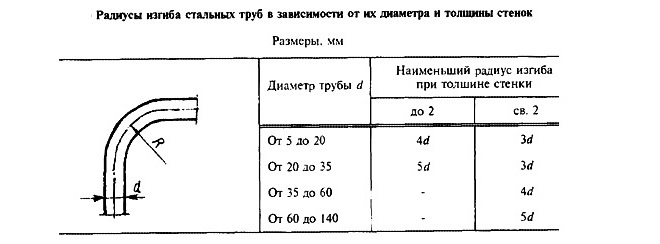
Minimální poloměry ohybu ocelových trubek
Taková doporučení budou užitečná pro ty, kteří se chystají ohýbat profilové trubky vlastníma rukama, aby z nich vyrobili stojany, přístřešky a různé rámové konstrukce. Je však třeba si uvědomit, že na možnost kvalitního ohýbání trubek má vliv i tloušťka jejich stěn. Výrobky, jejichž tloušťka stěny je menší než 2 mm, je lepší vůbec neohýbat a pokud je nutné z nich vytvořit konstrukce, použijte svařované spoje.
Doma je možné ohýbat vlnité trubky, které jsou vyrobeny z uhlíkových nebo nízkolegovaných ocelí, pouze s ohledem na určité nuance. Po ohnutí mohou takové trubky vyskočit a vrátit se do původního stavu, proto je nutné hotové konstrukce znovu osadit podle šablony. Velikost odpružení je charakterizována takovým parametrem profilových trubek, jako je plastický moment odporu – Wp. Tento parametr je uveden v průvodní dokumentaci (čím je nižší, tím méně budou vlnité trubky při ohýbání pružit).
Vlastnosti nejoblíbenějších metod ohýbání trubek
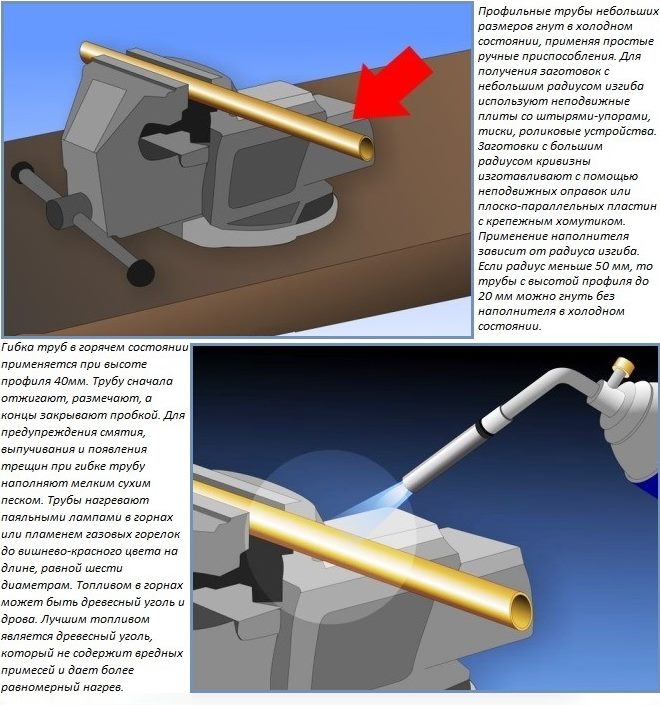
V průmyslových nebo domácích podmínkách se vlnité trubky ohýbají jak při zahřívání, tak ve studeném stavu. Zahřívání, které se vyrábí pomocí plynového hořáku, výrazně zvyšuje tažnost kovu, takže ohýbání vyžaduje menší úsilí. Trubky s malým průřezem lze ohýbat bez ohřevu, protože již mají dobrou tažnost.
Regulační doporučení týkající se použití ohřevu jsou k dispozici pouze pro výrobky s kulatým průřezem. Trubky s průměrem průřezu přesahujícím 10 cm se tedy doporučuje před ohýbáním nahřívat V případech, kdy je nutné ohýbat čtvercové nebo obdélníkové trubky, je třeba se spolehnout na vlastní zkušenosti nebo rady jiných domácích řemeslníků.
- Trubky, jejichž výška profilu nepřesahuje 10 mm, se ohýbají bez předehřevu.
- Pokud výška profilu trubek přesahuje 40 mm, je nutné je před ohýbáním zahřát.
Před zahájením práce se rozhodněte o způsobu ohýbání
Máte-li k dispozici ohýbačku trubek, s její pomocí si snadno poradíte s úkolem ohýbat trubky za studena, jejichž výška profilu se pohybuje v rozmezí 10–40 mm. Při absenci takového zařízení je nutné vyřešit otázku, jak ohýbat trubku bez ohýbačky trubek, po provedení jednoduchých zkoušek. Pomohou vám určit, zda má být vlnitá trubka ohřívána před ohebnou trubkou nebo ne. Tyto testy se provádějí následovně. Jeden konec trubky se upne do svěráku a na druhý se nasadí trubka s velkým vnitřním průřezem. Pokud je pomocí takového ramene možné ohnout trubku upnutou ve svěráku, lze tento proces provést bez předehřívání.
Ohýbání trubek pomocí různých metod je dobře demonstrováno na cvičném videu, ale bylo by dobré si tento proces nejprve podrobně prostudovat.
Ohýbání vlnitých trubek s předehřevem
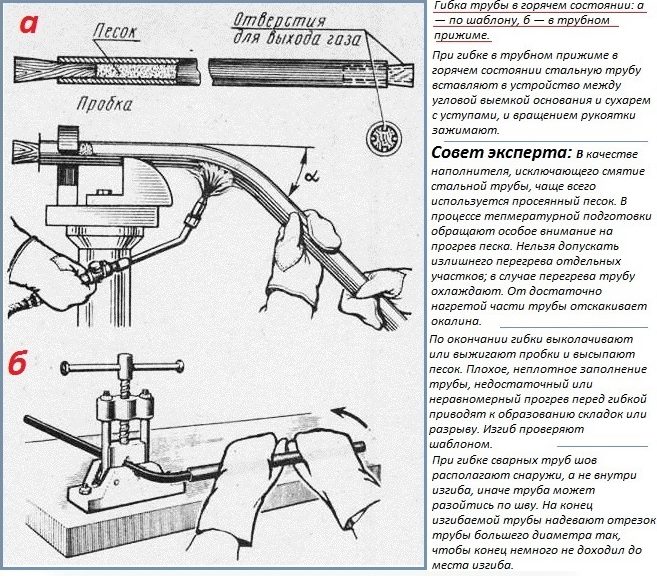
Chcete-li ohýbat profilovou trubku horkou metodou vlastníma rukama, musíte ji nejprve naplnit pískem. Díky tomu bude ohyb lepší a rovnoměrnější. Vzhledem k tomu, že se budete muset vypořádat s horkým kovem, veškerá práce by měla být prováděna v rukavicích z tlustého plátna. Samotné ohýbání, jehož provedení je vidět na videu, se provádí v následujícím sledu.
- Oba konce profilové trubky musí být uzavřeny zátkami, které jsou vyrobeny z dřevěných špalíků. Délka takových zátek by měla být 10násobkem šířky jejich základny, která by zase měla mít plochu dvojnásobku plochy otvoru v potrubí, který je s jejich pomocí uzavřen.
- Po seřízení zátek na vnitřní průřez potrubí jsou na jedné z nich vytvořeny 4 podélné drážky, které jsou nutné k odvodu plynu, který se hromadí v potrubí při zahřívání pískové náplně.
- Část vlnité trubky, kterou plánujete ohýbat, musí být nejprve vyžíhána.
- Jako výplň potrubí by měl být použit středně zrnitý písek. Pokud není vyčištěný stavební písek, můžete si vzít jakýkoli písek, dokonce i z dětského pískoviště, ale měl by být odpovídajícím způsobem připraven. Písek se tedy nejprve prosévá přes síto o velikosti ok 2–2,5 mm, aby se odstranil štěrk a drobné oblázky, a konečné prosévání se provádí na sítu o velikosti ok 0,7 mm. Konečné prosévání je nutné, aby se z písku odstranily prachové vměstky, které se při zahřátí mohou spékat.
- Připravený písek musí být kalcinován při teplotě 150 stupňů Celsia.
- Před naplněním pískem je jeden konec trubky uzavřen zátkou, která nemá výstupní kanály plynu. Do druhého konce je vložena nálevka, kterou se po částech nalévá připravený písek. Aby bylo zajištěno, že písek rovnoměrně a těsně vyplní celou vnitřní dutinu trubky, je nutné při jejím plnění poklepat na stěny výrobku pomocí dřevěné nebo gumové paličky.
- Po úplném zaplnění trubky pískem se její druhý konec také uzavře zátkou.
- Oblast, která se bude ohřívat pro další ohýbání, musí být označena křídou.
- Potrubí musí být zajištěno ve svěráku šablonou nebo v objímce na potrubí. V tomto případě je důležité, aby svar, pokud je na povrchu výrobku, byl na straně. Tento požadavek je nutné dodržet, protože je nežádoucí vystavovat svar tlaku nebo tahu.
- Část potrubí, která byla předtím označena křídou, se ohřívá do ruda pomocí plynového hořáku. Po úplném zahřátí je trubka opatrně ohnuta, aniž by došlo k náhlým pohybům, v jednom kroku, přičemž síly působí přísně ve vertikální nebo horizontální rovině.
- Po ochlazení ohýbané trubky se získaný výsledek porovná se šablonou. Pokud je vše v pořádku, odstraňte zátky z konců výrobku a vysypte písek.
Správná technologie pro ruční ohýbání za tepla
Tato metoda, kterou lze snadno implementovat doma, se nejlépe používá v případech, kdy je třeba na vlnité trubce vytvořit jediný úhlový ohyb. Opakované zahřívání kovu může způsobit ztrátu jeho pevnosti, a tomu se nelze vyhnout, pokud ohýbáte trubku pro použití jako prvek obloukové konstrukce.
Jak ohýbat trubku bez předehřívání
Profilovou trubku můžete ohýbat sami, aniž byste ji předehřívali, s výplní nebo bez ní. Trubky, jejichž výška profilu nepřesahuje 10 mm, nevyžadují plnění pískem nebo kalafunou.
Nuance ohýbání malých tenkostěnných trubek
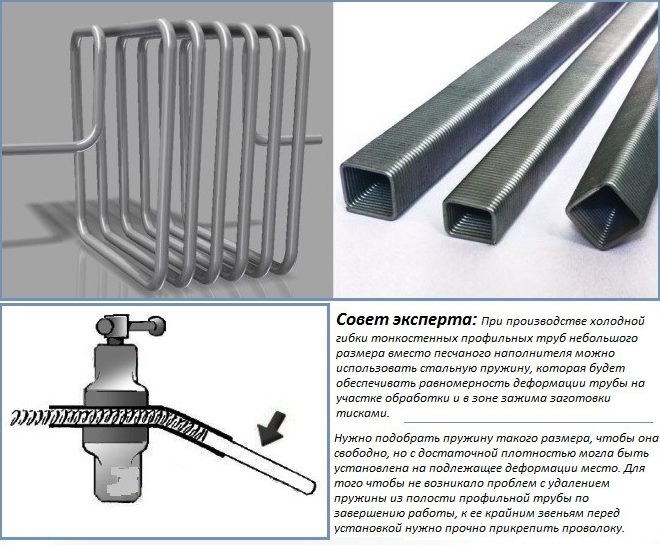
Existuje další technika, která spočívá v použití pružiny s pevně navinutými závity místo výplně, která se vkládá do vnitřní dutiny vlnité trubky a chrání stěny výrobku před deformací, jakož i před nadměrnými změnami jejich tloušťky během ohýbací proces.
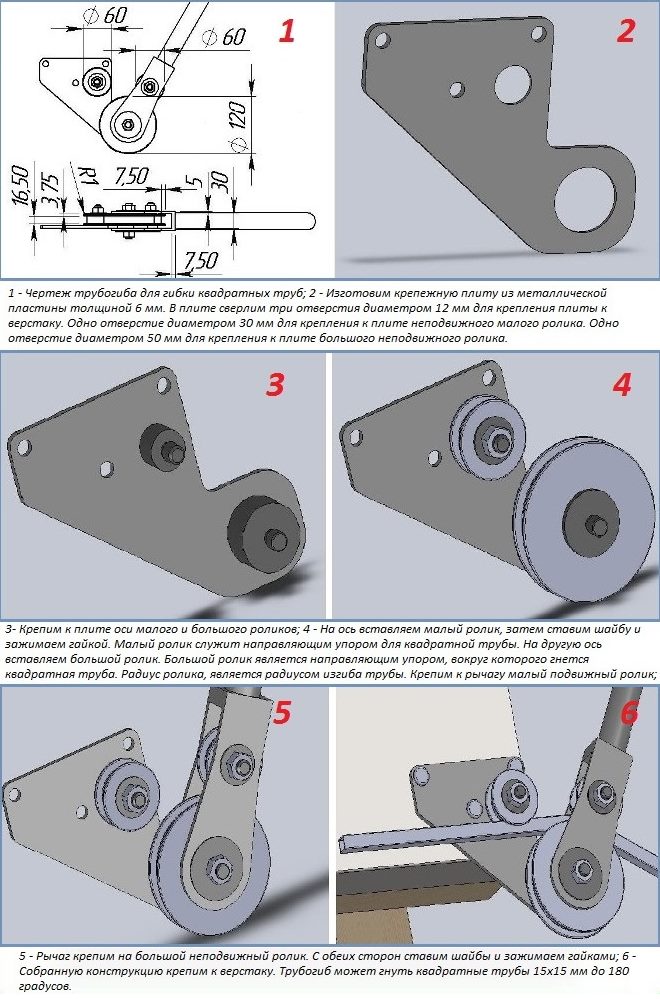
Výkres a detaily mechanické ohýbačky trubek pro profilové trubky

Konstrukce základního zařízení na ohýbání trubek je jednoduchá a dostupná pro vlastní výrobu
Pro ty, kteří potřebují ohýbat profilové trubky vlastníma rukama, aniž by je nejprve zahřáli, můžete použít školicí video a následující jednoduchá doporučení.
- Požadovaný ohyb na profilových trubkách získáte pomocí nejjednodušších zařízení – svěráku, trnů, ohýbacích desek.
- U výrobků s kulatým profilem můžete použít ruční ohýbačku trubek. U tohoto zařízení je nutné předělat pracovní válečky, jejichž tvar vybrání musí odpovídat profilu trubky.
- Nejúčinnějším a nejpřesnějším způsobem ohýbání trubek je válcovací stroj, který si můžete zakoupit nebo vyrobit sami.
Zařízení pro ohýbání trubek
Otázka, jak ohýbat trubku bez ohýbačky trubek, nezpůsobí potíže, pokud k provedení této operace použijete nejjednodušší zařízení. Ohýbání trubek za studena můžete provádět pomocí následujících zařízení.
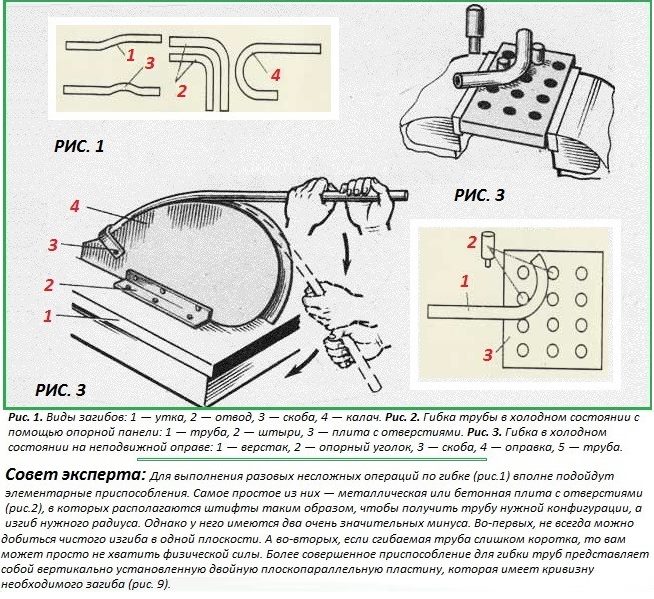
- V případech, kdy je nutné ohýbat měkkou (hliníkovou) nebo ocelovou trubku s výškou profilu nejvýše 10 mm, používá se vodorovná deska s otvory, do kterých se vkládají zarážky – kovové čepy. Pomocí těchto čepů jsou výrobky ohýbány podle požadovaných parametrů. Tato metoda má dvě vážné nevýhody: nízkou přesnost ohýbání a také skutečnost, že při jejím použití je nutné vyvinout značné fyzické úsilí.
- Výrobky s výškou profilu 25 mm je lepší ohýbat pomocí válečkových zařízení. Trubka je bezpečně upevněna ve svěráku a na část, kterou je třeba ohnout, je aplikována síla pomocí speciálního válečku. Toto zařízení vám umožní získat lepší ohyb, ale také vyžaduje fyzickou námahu.

Možnost, jak se říká, je rychlá. Dlouhá páka tohoto extrémně jednoduchého zařízení vám umožní vyrovnat se s poměrně tlustými trubkami
Základní nářadí vám pomůže udělat jednorázový ohyb trubky.
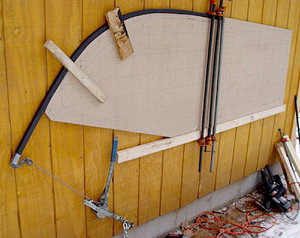
Pro vytvoření ohybu s velkým poloměrem zakřivení na ocelových nebo hliníkových profesionálních trubkách se používají stacionární kulaté šablony, na které jsou namontovány speciální svorky pro upevnění produktu. Pomocí takového zařízení se trubka ohýbá i ručně, přičemž se silou vkládá do drážky šablony, jejíž tvar přesně odpovídá požadovanému poloměru ohybu.

K výrobě ohýbací šablony vám postačí překližka a kovové sponky
Ohýbací deska
Chcete-li doma efektivně ohýbat ocelové nebo hliníkové trubky, můžete si podle následujících pokynů vyrobit vylepšenou ohýbací desku.
- Roli takové desky hraje panel, který je vyříznut ze silného plechu.
- Takto vyrobený panel je přivařen ke stojanu, který je instalován na speciálním podstavci.
- V panelu jsou vyvrtány dva otvory, které jsou nezbytné pro instalaci šroubů, které slouží jako dorazy pro profilovou trubku.
- Na jednom z dorazových šroubů je instalován speciální nástavec, pomocí kterého se nastavuje poloměr ohybu.
- Aby bylo zajištěno vyrovnání částí potrubí přiléhajících k ohybu, je nad obrobek umístěna kovová deska, zajištěná šrouby.
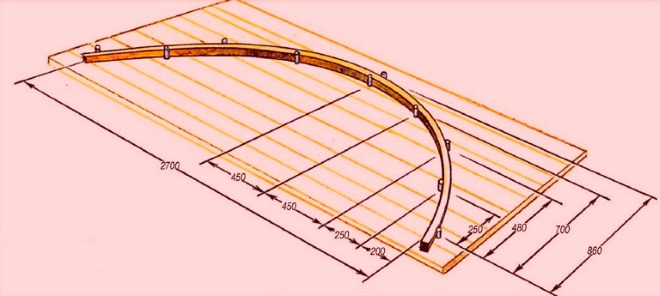
Schéma stojanu pro ohýbání profilových trubek
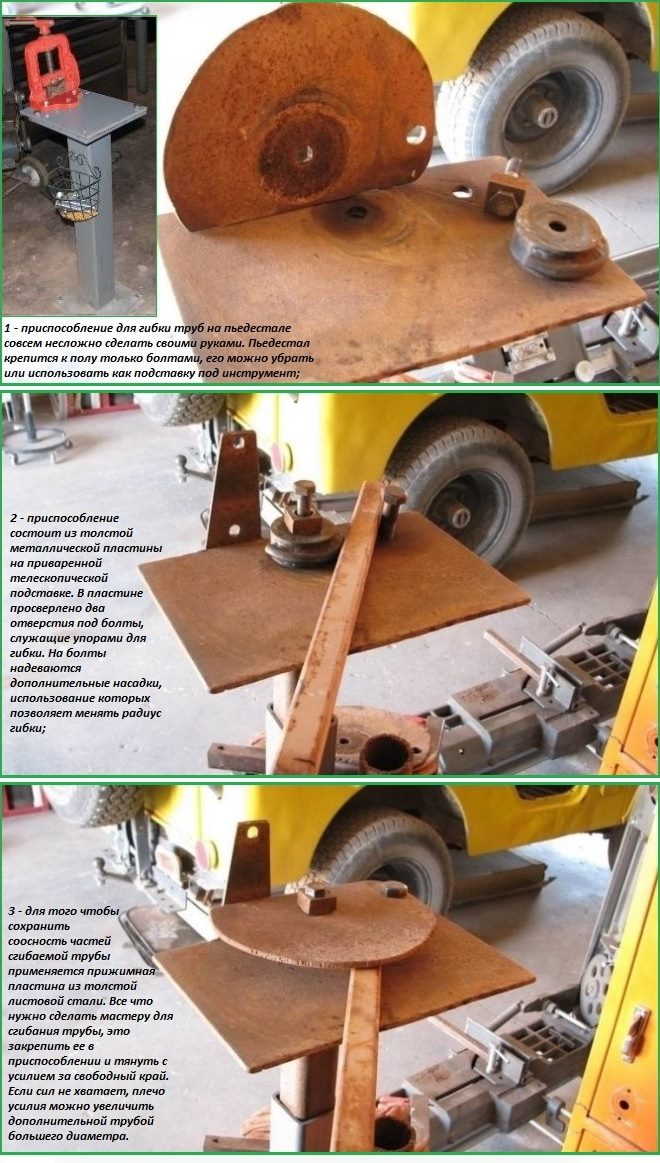
Princip výroby jednoduchého domácího ohýbacího zařízení
Když tuto modernizovanou ohýbačku trubek nepoužíváte, její podstavec lze upravit pro provádění různých instalatérských operací.
Ohýbání trnu
Pro ohýbání profilových trubek doma, jejichž výška stěny nepřesahuje 25 mm, můžete vyrobit speciální trn. Pro tyto účely je lepší použít velký pracovní stůl, na jehož povrchu bude pro takové zařízení dostatek místa. Pro výběr optimálního umístění pro prvek zajišťující ohýbanou trubku jsou na jednom konci pracovního stolu vytvořeny často rozmístěné otvory. Za zajištění požadovaného poloměru ohybu vlnité trubky je zodpovědná speciální šablona, která může být vyrobena ze silné překližky nebo kovového rohu, pokud ji budete často používat.

Ohýbání profilové trubky pomocí trnu
Aplikace ohýbačky profilů
Samozřejmě, pokud máte značné množství práce na ohýbání profilových trubek, je lepší si pro to vyrobit speciální stroj, jehož výkresy lze snadno najít na internetu. Tuto otázku zde nebudeme rozebírat, protože je podrobněji rozebrána v níže uvedených článcích.

Jedna z mnoha možností pro domácí ohýbačku profilů
Bez takového stroje se neobejdete ani v případě, že potřebujete ohýbat trubky s velkým průřezem profilu. Hlavní pracovní částí takového stroje, který se vyznačuje širokou všestranností, jsou tři válce, z nichž dva jsou nehybně nehybné a změnou polohy třetího se nastavuje poloměr ohybu výrobku. Pohon takového zařízení je řetězový pohon a rukojeť, kterou obsluha otáčí.
Je zřejmé, že existuje spousta možností pro zařízení, která vám umožní efektivně ohýbat profilové trubky pro výrobu skleníku, přístřešku nebo jiných konstrukcí. Zvážením těchto možností a výběrem té, která nejlépe vyhovuje vašim schopnostem a potřebám, si vždy můžete zajistit pohodlné a levné zařízení na ohýbání trubek.

Mnoho domácích řemeslníků by chtělo vědět, jak ohýbat profilovou trubku bez ohýbačky trubek, bez použití jiného speciálního vybavení. To jsou otázky lidí, kteří plánují na svém pozemku postavit například skleník, ale netuší, jak si doma ohnout profilovou trubku.
Takové konstrukce jsou vyrobeny z ohýbaných trubek, protože propouštějí mnoho světla a jsou vysoce stabilní a odolné ve srovnání s jinými zařízeními. Může se zdát, že ohýbání kovu je velmi obtížné, ale když se podíváte na tento problém, pak je docela možné efektivně provést tento postup sami a bez použití speciálních nástrojů.
Obtížnost ohýbání profilových válcovaných výrobků
Podstatou procesu ohýbání válcovaného kovu je dát profilu částečný nebo úplný ohyb. Tato operace se obvykle provádí dvěma způsoby.: působením tlaku na trubku nebo zahříváním určité oblasti v oblasti, kde je třeba provést ohyb.
Jak se kovová trubka ohýbá Na povrch kovu působí dvě síly:
- Tlaková síla, která dopadá na vnitřní stranu ohybu.
- Tažná síla, které je vnější část vystavena.
Právě dopad takových vícesměrných sil způsobuje různé potíže, které jsou charakteristické pro proces ohýbání jakékoli kovové trubky.
Běžné problémy
Při ohýbání může materiál ztratit své zarovnání, což povede k tomu, že některé oblasti budou umístěny v různých rovinách.
Stěna umístěná na vnější straně ohybu bude vystavena silnému natažení, a proto nemusí vydržet některá zatížení a jednoduše praskne.
Vnitřní stěna je také vystavena stlačení, takže je pokryta záhyby, které svým tvarem připomínají zvlnění.
Mnoho lidí, kteří se poprvé pokoušejí ohnout trubku sami, místo toho, aby jí dali potřebný tvar, jednoduše výrobek rozdrtí a zničí.
Aby se předešlo takovým problémům, je nutné vzít v úvahu nejen vlastnosti materiálu, ale také geometrické parametry, jako jsou:
- Tloušťka stěny;
- rozměry průřezu;
- poloměr, do kterého musí být ohyb proveden.
Pokud máte informace o všem výše uvedeném, můžete zvolit vhodnou technologii ohýbání trubek. Díky tomu se materiál nebude mačkat. a nezíská vlnitý povrch.
Profilové účetnictví
Profilové trubky zahrnují následující produkty:, které mají různé tvary průřezu:

I přes takovou rozmanitost se pro stavbu skleníku nebo baldachýnu obvykle používá obdélníková nebo čtvercová trubka. To je vysvětleno skutečností, že je mnohem jednodušší instalovat vnější kryt na ploché stěny.
V obchodech se prodává velké množství profilů. Existují různé geometrické parametry, z nichž hlavní jsou plocha průřezu a tloušťka stěny. Vyplatí se také podívat na plastické schopnosti materiálu. Tento indikátor ukáže minimální povolený poloměr zakřivení a pomůže určit poloměr, na který lze trubku ohnout, aby se nezhoršovala.
Pro stanovení parametru minimálního poloměru ohybu je nutné znát výšku profilu. Pokud se chystáte ohýbat profilovou trubku, který má obdélníkový nebo čtvercový průřez, pak je třeba dodržovat některá doporučení.
Pokud profil není větší než 20 mm, musí být ohnut v těch částech, jejichž délka přesahuje hodnotu, která se rovná 2,5 xh (h je výška profilu).
Pokud profil výrobku přesahuje 20 mm, pak je možné ohýbat v úsecích, jejichž délka se rovná 3,5 xh a více.
Tato doporučení budou užitečná pro ty lidi, kteří se chystají ohýbat kovový profil vlastníma rukama, aby vytvořili stojan, baldachýn nebo jiné podobné konstrukce. Je ale třeba mít na paměti, že pro kvalitní ohýbání je nutné počítat i s tloušťkou stěny. Výrobek o tloušťce menší než 2 mm je pro ohýbání zcela nevhodný, a proto je nutné volit silnější provedení. Pokud je tloušťka stěny menší než 2 mm, je lepší trubku neohýbat, ale ke spojení dílů použít svařování.
Pokud potřebujete na svém pozemku ohýbat trubku z uhlíkové nebo nízkolegované oceli, musíte vzít v úvahu řadu nuancí. Podobné kovy po ohýbání mohou odskočit a vrátit se do původní polohy, a proto je nutné takové konstrukce znovu zkontrolovat pomocí šablony.
Velikost odpružení je charakterizována takovým parametrem, jako je moment odporu – Wp. Tento parametr je uveden ve stavební dokumentaci. A čím je nižší, tím je menší pravděpodobnost, že se profil během procesu ohýbání vrátí do své původní polohy.
Nejoblíbenější metody

Doma můžete ohýbat kov za tepla i za studena. Ohřev se obvykle provádí plynovým hořákem, pak se plasticita kovu výrazně zvýší, a proto bude třeba vynaložit mnohem menší úsilí na ohýbání.
Před ohýbáním by se měly ohřívat pouze trubky s průměrem průřezu větším než 10 cm. Pokud potřebujete ohýbat čtvercové nebo obdélníkové konstrukce, měli byste se spolehnout pouze na své zkušenosti a rady řemeslníků, kteří již takovou operaci provedli. Pokud výška profilu není větší než 10 mm, není nutné jej ohýbat teplem. v případě, pokud je profil větší než 40 mm, pak je nutné zahřátí.
Pokud je trubka malých rozměrů, lze ji ohýbat za studena pomocí ručního nářadí. Chcete-li získat obrobek s malým poloměrem ohybu, můžete použít pevnou desku s dorazy nebo svěrákem, stejně jako válečkové zařízení. Je-li požadován velký poloměr zakřivení, musí být použity pevné trny nebo planparalelní desky, na které lze součást upevnit.
V horkém stavu musí být kov ohýbán pouze v případě, že výška profilu přesahuje 40 mm. Ohřev se provádí pomocí hořáku nebo plamene plynového hořáku. Dýmka by měla získat třešňově červený odstín. Délka červené části by měla být přibližně 6 průměrů potrubí.
Samozřejmě, že nejjednodušší způsob, jak ohýbat, je použít ohýbačku trubek, s její pomocí se s úkolem velmi snadno vyrovnáte. Pokud takové zařízení není k dispozici, je nutné provést předběžné testy na nepotřebném kusu kovu. Pak bude možné určit, zda má být potrubí ohříváno nebo zda to není potřeba. Jeden konec trubky musí být upnut do svěráku a na druhý musí být připevněna trubka s velkým vnitřním průřezem. Pokud můžete ohýbat kov s takovou pákou, pak lze proces provést bez zahřívání.
Předehřívání
Abyste mohli ohýbat trubku sami pomocí horké metody, musíte ji nejprve naplnit pískem. Tímto způsobem bude ohyb rovnoměrný a vysoce kvalitní. Kov bude velmi horký, takže veškerá práce musí být prováděna se speciálními rukavicemi.
Ohýbání se provádí v následujícím pořadí:

- Oba konce trubky jsou utěsněny zátkami. Délka zástrček by měla být 10krát větší než šířka jejich základny.
- Po úspěšném osazení zátek je nutné na jedné z nich udělat 4 podélné drážky, kterými budou unikat plynové páry, které se uvnitř hromadí při topení.
- Plochu, která se bude zahřívat, je nutné nejprve vyžíhat.
- Uvnitř by měl být nalit středně zrnitý písek. Pokud nemáte dobrý čistý písek, můžete použít jakýkoli písek z dětského hřiště, ale nejprve jej musíte prosít přes dobré síto, abyste odstranili všechny drobné kamínky.
- Přípravný písek je nutné nejprve kalcinovat při teplotě 150 stupňů Celsia.
- Před plněním pískem musí být jeden konec trubky ucpaný a zátka by měla být zasunuta do druhého konce pouze tehdy, když je všechen písek zcela uvnitř. Chcete-li potrubí zcela naplnit, musíte poklepat na stěny produktu. K tomu je lepší vzít dřevěnou nebo gumovou paličku.
- Nyní můžete zavřít druhou zástrčku.
- Oblast, která bude vytápěna, musí být označena křídou.
- Trubka je upevněna ve svěráku pomocí šablony nebo ve speciální svěrce. Neupínejte svar, pokud existuje, protože by mohl prasknout.
- Oblast označená křídou se zahřeje do červena pomocí hořáku. Poté se trubka začne opatrně ohýbat jedním tahem s použitím dostatečné síly.
- Když kov vychladne, je třeba výrobek porovnat se šablonou. Pokud je vše normální, můžete z potrubí odstranit zátky a písek.
Tuto metodu lze snadno použít doma a měla by být použita, pokud je potřeba vytvořit jeden úhlový ohyb. Opakovanému zahřívání materiálu je lepší se vyhnout., protože dojde ke ztrátě pevnosti a to bude škodlivé pro klenutou konstrukci.
Ohýbání bez ohřevu

Trubku můžete ohýbat bez ohřevu, s výplní nebo bez ní. Pokud je výška profilu menší než 10 mm, neplňte potrubí pískem.
Pokud je trubka malá, můžete ji místo písku naplnit ocelovou pružinou, která zajistí rovnoměrnou deformaci. Musíte vybrat pružinu, která se dovnitř vejde volně, ale bude tam sedět dostatečně pevně. Aby se předešlo problémům s vyjmutím pružiny po operaci, je nutné k vnějšímu článku připojit drát.
Ohybu se dosahuje pomocí jednoduchých zařízení, jako je svěrák, ohýbací deska nebo trn.
Mnohem jednodušší je použít ruční ohýbačku trubek, která má kulatý profil. K tomuto zařízení jsou připevněny pracovní válce, tvar vybrání, ve kterém odpovídá profilu trubky.
Při ohýbání je velmi účinná ohýbačka profilů, kterou lze zakoupit nebo vyrobit svépomocí.
Ohýbací zařízení
Ohýbání za studena lze provádět pomocí následujících zařízení:

- Pokud je trubka měkká a ocelová s výškou profilu nejvýše 10 mm, budete potřebovat plochou desku s otvory, kam budou zarážky vloženy. Pomocí těchto čepů bude provedeno ohýbání dle požadovaných parametrů. Tato metoda má své nevýhody: ohýbání není dostatečně přesné a při jeho použití je třeba vyvinout velkou fyzickou sílu.
- Pokud má profil výšku 25 mm nebo více, je nutné použít válečková zařízení. Trubka musí být bezpečně upevněna ve svěráku a síla musí být aplikována pomocí speciálního válečku. Toto zařízení vám umožní získat lepší ohyb, ale také bude vyžadovat hodně úsilí.
Ohýbací deska

Chcete-li efektivně ohýbat ocelové a hliníkové trubky doma, můžete pomocí některých doporučení vyrobit speciální ohýbací desku.
Roli desky hraje panel, který lze řezat ze silného kovu. Takový panel je přivařen ke stojanu, který je instalován na speciálním podstavci. V panelu jsou vyvrtány dva otvory, které jsou nezbytné pro instalaci šroubů, které budou sloužit jako podpěry. Na jeden šroub je připevněna tryska, pomocí které se nastaví poloměr ohybu. Aby byla zajištěna koaxiálnost, musíte připravit kovovou desku a upevnit ji šrouby.
Ohýbání profilové trubky doma samozřejmě není snadný úkol, ale je to docela proveditelné. Stačí mít nějaké kovoobráběcí dovednosti a nástroje.